
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Шабрение поступательно движущихся частей токарно-винторезного станка. Шабрение по маякам.
В качестве примера рассмотрим шабрение поступательно движущихся частей токарно-винторезного станка с длиной направляющих более 3 м.
Плоскости (рис. 103), которые необходимо пригонять и отделывать, должны отвечать следующим требованиям:
1) направляющие станины должны быть прямолинейны в продольном направлении в пределах 0,02 мм на длине 1000 мм;
2) непараллельность направляющих на всей длине должна быть не более 0,02 мм;
3) станина не должна быть спирально изогнутой по всей длине; допускается отклонение 0,03 мм на длине 1000 мм;
4) нижняя часть суппорта должна плотно прилегать к направляющим станины; допускается вход щупа толщиной 0,04 мм встык между ним и направляющей на длине не более 25 мм;
5) поперечные направляющие нижней части суппорта должны быть параллельны между собой и перпендикулярны направляющим станины; допускается отклонение от параллельности и перпендикулярности не более 0,02 мм на длине 1000 мм;
6) точность шабрения направляющих должна быть такой, чтобы при проверке на краску получилось 12-15 пятен на площади 25X25 мм;
7) перед шабрением станина должна быть правильно установлена на массивное основание и выверена в продольном и поперечном направлении по уровню.
Шабрение начинают с базовых поверхностей. Базовые поверхности выбирают так, чтобы по ним можно было шабрить и контролировать все остальные направляющие, а также пригонять и устанавливать суппорт, переднюю и заднюю бабки.
В рассматриваемом примере наиболее удобной базой для шабрения будут направляющие под суппорт (плоскости 8, 6 и 12 на рис. 103).
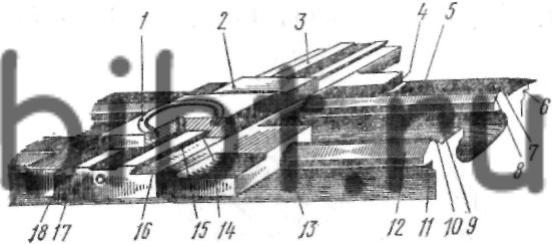
Рис. 103. Станина токарного станка с суппортом:
1 - поверхность под резцедержатель, 2 - поперечные салазки, 3 - направляющие поперечных салазок, 4, 13 - поверхности суппорта, сопрягающиеся со станиной, 7, 8, 9 - направляющие под заднюю бабку, 5, 10, 12- верхние направляющие под суппорт, 6, 11 - нижние направляющие под прижимные планки суппорта, 14 - клин поперечных салазок, 15-18 - поперечные направляющие суппорта
Направляющие станины проверяют на краску линейкой и специальной плитой, профиль рабочей поверхности которой соответствует профилю отделываемых направляющих. На верху плиты находится контрольная площадка, параллельная горизонтальному участку рабочей поверхности, на которую ставят уровень (рис. 104).
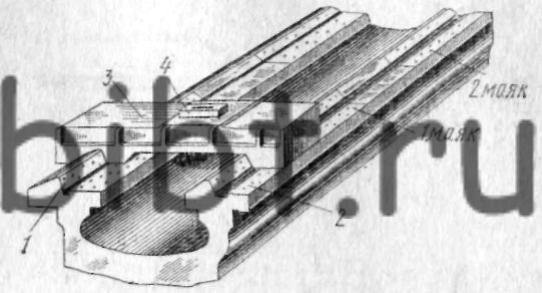
Рис. 104. Пробивка Майков на направляющей каретки:
1, 2 - направляющие каретки, 3 - плита для шабрения, 4 - уровень
Призматические и плоские направляющие грубо шабрят (зачищают) по линейке, причем удаляют только «штрихи», т. е. следы режущего инструмента, и после этого на зачищенные плоскости наносят маяки.
Сущность нанесения маяка состоит в том, что на обрабатываемой поверхности шабрят по плите небольшой участок (немного больше длины плиты). Шабрить следует до тех пор, пока плоскости направляющих не будут равномерно закрашиваться при проверке плитой. Поставленный на контрольную площадку плиты уровень не должен показывать отклонений от горизонтальности ни в продольном, ни в поперечном направлении. Такие маяки наносят на обоих концах направляющих. Если шабрение выполняют по линейке и уровню, то на остальной части станины наносят маяки на таком расстоянии друг от друга, чтобы контрольная линейка перекрывала их. Чем ближе расположены маяки друг к другу, тем точнее будет шабрение.
Средние маяки наносят так же, как и крайние, но по мере того, как они заглубляются, шабрение маяков все время проверяют линейкой или мостиком с контрольной площадкой по уровню.
Выполняя каждый маяк с контролем его по соседнему, выводят их все на один уровень, в результате чего они расположатся на одной прямой. Располагать и выполнять маяки надо аккуратно, так как в дальнейшем они будут являться базой для шабрения участков между ними.
Участки между маяками, шабрят по линейке обычным способом с той лишь разницей, что закрашенные пятна на маяках не шабрят. Участки между маяками шабрят до тех пор, пока поверхность между маяками и на маяках не будет покрыта равномерно распределенными пятнами, но в меньшем количестве, чем требуется на окончательно отшабренной поверхности.
После шабрения участков между маяками проверяют всю направляющую на прямолинейность, выправляют неточности и приступают к отделочному шабрению. Окончательное шабрение выполняют по блеску по плите или суппорту и контролируют всю поверхность по линейке и уровню.