
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. БАЛАНСИРОВКА ДЕТАЛЕЙ.
При технологической обработке вращающихся деталей (шкивов, зубчатых колес, валов, барабанов и т. д.) трудно получить их полную уравновешенность вследствие неоднородности металла (пустоты, раковины при отливке, некоторые неточности при механической обработке и сборке). Неуравновешенность вращающейся детали выражается в том, что центр тяжести не совпадает с осью вращения. Кроме того, эта ось вращения не является главной центральной осью инерции вращающейся детали. Самый процесс уравновешивания вращающейся детали называют балансировкой. Имеются два вида балансировки - статическая и динамическая.
Чтобы статически уравновесить вращающуюся деталь, надо центр ее тяжести перенести на геометрическую ось вращения. Такой вид уравновешивания называется статической балансировкой.
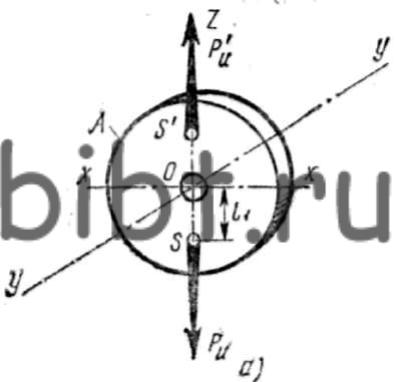
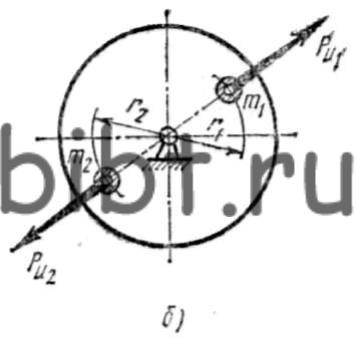
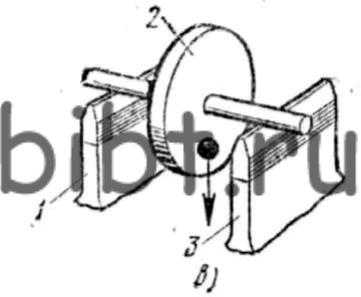
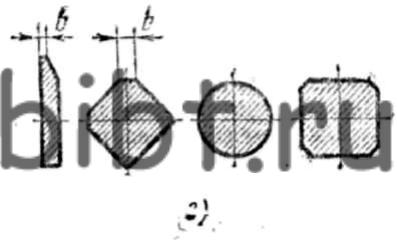
Рис. 110. Виды статической балансировки:
а - положение трех главных центральных осей; б - пример балансировки; в -установка для статической балансировки: 1, 3 - направляющие, 2 -уравновешиваемая деталь, г - профили направляющих
На рис. 110, а даны положения трех главных центральных осей XX, YY и ZZ. Если центр тяжести S вращающегося тела перенести в точку О пересечения главных центральных осей, то это тело будет находиться в равновесии.
Пусть центр тяжести S диска А удален от оси вращения YY на расстояние l1, тогда при вращении диска А появится центральная сила инерции Ри. Эта сила Ри при вращении диска А будет создавать дополнительное давление на вал и на подшипник. При этом давление от силы инерции намного превосходит задаваемые силы, особенно при больших числах оборотов вала.
Неуравновешенность центробежных сил приводит к упругим периодическим колебаниям вала. При больших скоростях эти колебания вала передаются через подшипники и станину на фундамент, который может подвергнуться преждевременному разрушению.
Поэтому рекомендуется во всех вращающихся деталях уравновешивать силы инерции, чтобы не допускать больших дополнительных нагрузок на механизм.
Чтобы уравновесить силу инерции Ри, надо центр тяжести перенести на ось вращения. Это можно осуществить, приложив с противоположной стороны в точке S' силу Ри' :
Pи=Ри'.
Объясним это на примерах.
На круглом вращающемся диске (рис. 110, б) закреплена масса m1, удаленная от оси вращения на расстояние r1. Требуется уравновесить массу m1 другой массой m2, закрепленной с противоположной стороны на расстоянии r2. Полное уравновешивание диска произойдет тогда, когда развиваемые массами m1 и m2 силы инерции Ри1 и Ри2 будут равны между собой.
Самым простым устройством для статической балансировки являются параллельные стенды. Конструкция их ясна из рис. 110, в. Профили направляющих, по которым перекатывается уравновешиваемая деталь, показаны на рис. 110, г. Чтобы уменьшить коэффициент трения, рабочая часть направляющих должна быть закалена и тщательно отшлифована. Ширину b делают минимальной, чтобы не создавать вмятин на поверхности цапф.
В зависимости от массы деталей рекомендуется использовать следующую ширину призм:
| Масса детали | Ширина призмы |
3 кг |
0,3 мм |
30 кг |
3,0 мм |
300 кг |
10 мм |
2000 кг |
30 мм |
Стенд для балансировки должен быть снабжен комплектом направляющих с различной шириной опорной части.
Направляющие круглого сечения, не имеющие плоской опорной поверхности, используются для деталей массой 40-50 кг. Преимущество круглых направляющих заключается в простоте обработки и в возможности путем поворота их на небольшой угол исключать из зоны контакта поврежденные места.
Для балансировки тяжелых деталей и узлов применяются направляющие квадратного или прямоугольного сечения.
Статическое уравновешивание обычно выполняют на специальных оправках. Для корректирования и уравновешивания массы применяют различные приспособления (рис. 111).
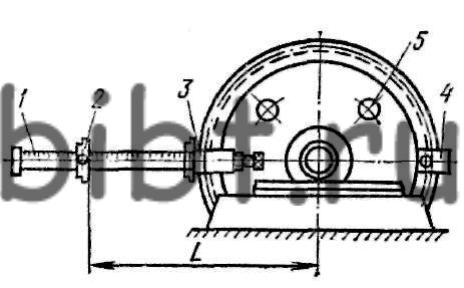
Рис. 111. Приспособление для устранения неуравновешенности подвешиванием к детали металлических грузов
Неуравновешенность устраняется подвешиванием к детали металлических грузов. Линейка 1 с передвижным грузом 2 с помощью струбцины 3 прикрепляется к уравновешиваемой детали 4, а противовес 5 закрепляется отдельно. Статическая балансировка может уравновесить деталь только относительно ее оси вращения, но не может устранить действия сил, стремящихся повернуть продольную ось. Это относится к деталям и узлам, имеющим длину больше диаметра (роторы крупных турбин, турбогенераторов, электродвигателей, быстровращающиеся шпиндели станков, коленчатые валы автомобильных и авиационных двигателей и т. д.).
Чтобы выполнить динамическую балансировку длинного вала, применяют специальные балансировочные машины, на которых определяют центробежную силу, величину эксцентриситета, вес груза для уравновешивающей пары моментов. Работу эту выполняют специалисты-балансировщики.