
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматизация сборки резьбовых соединений.
Одним из направлений автоматизации сборки резьбовых соединений является создание различных приспособлений и станков, обеспечивающих автоматическую подачу под инструмент.
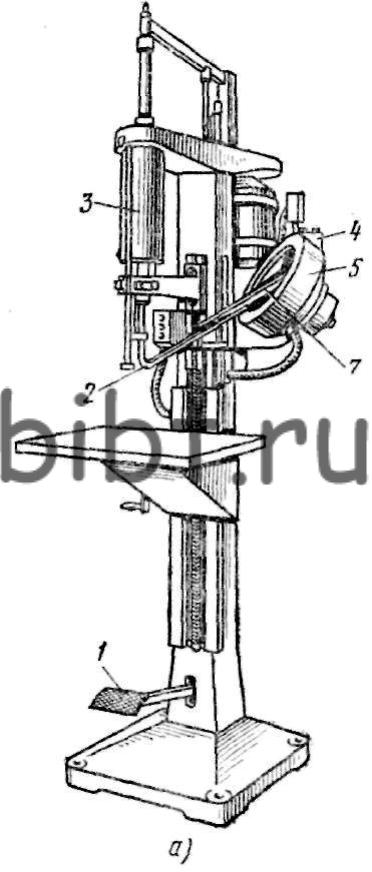
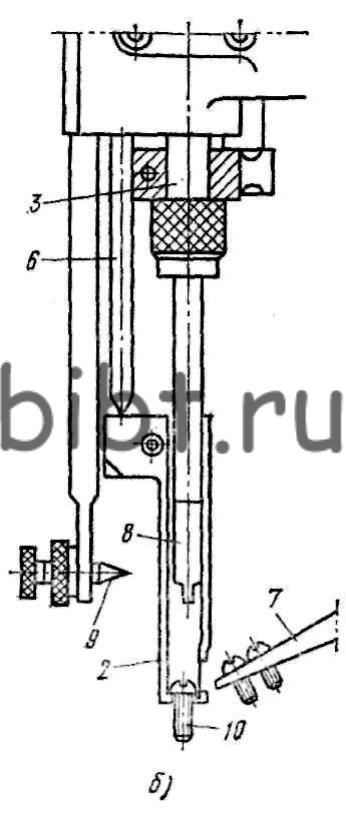
Рис. 149. Автомат для завинчивания винтов: а - общий вид, б - механизм захвата винтов
На рис. 149, а, б показан один из таких станков-автоматов, предназначенный для завинчивания винтов при сборке деталей. В нижней части шпинделя 3 закрепляют необходимую для работы инструмента отвертку или ключ для внутреннего или наружного шестигранника. Из бункера 5 по лотку 7 к приемнику 2 подаются винты и болты. Бункер барабанного типа 5 приводится в движение от электродвигателя 4. Шпиндель станка опускается вниз с помощью педали 1, а вместе с ним опускается и приемник 2 с винтом 10, зажатый в полувтулках приемника. При опускании шпинделя отвертка 8 попадает в прорезь винта. Винт, вращаясь, входит в резьбовое отверстие детали. В это время полувтулки приемника упираются в нижний упор 9 и разжимаются, освобождая винт. При заходе винта в резьбовое отверстие детали начинает работать фрикционная муфта. Она соединяет нижнюю и верхнюю части шпинделя. Муфта отрегулирована на определенный крутящий момент и винт завинчивается с требуемым усилием, после этого муфта срабатывает (проскальзывает). Затем шпиндель поднимается вверх, полувтулки упираются в верхний неподвижный упор 6 и раскрываются для того, чтобы захватить следующий винт, поступивший по лотку из бункера, и операция повторяется в том же порядке.