
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматизация сборки прессовых соединений.
Автоматизация сборки прессовых соединений особых затруднений не вызывает, если запрессовываются втулки, пальцы, штифты и другие детали небольших размеров и простой формы.
Автоматическая сборка прессовых соединений обычно производится толкающим механизмом. Для устранения перекосов при автоматической запрессовке необходима точная установка сопрягаемых деталей в исходном положении. Это достигается тем, что на сопрягаемых поверхностях собираемых деталей делаются фаски, закругленные края или небольшие пояски с гарантированным зазором для лучшего направления.
Примерами подобных сборочных операций могут служить сборка пальца 4 и втулки 5 (рис. 153, а) с помощью блоков инструментов, установленных на роторных сборочных машинах. Детали подаются пуансонами 1 и 6 в центрирующие матрицы 2 и 3, где последующим движением пуансонов производится их запрессовка. После завершения операции готовый узел пуансоном 1 перемещается на нижний уровень, где он снимается или передается транспортным ротором на последующие сборочные операции.
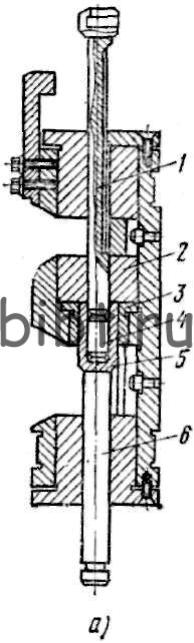
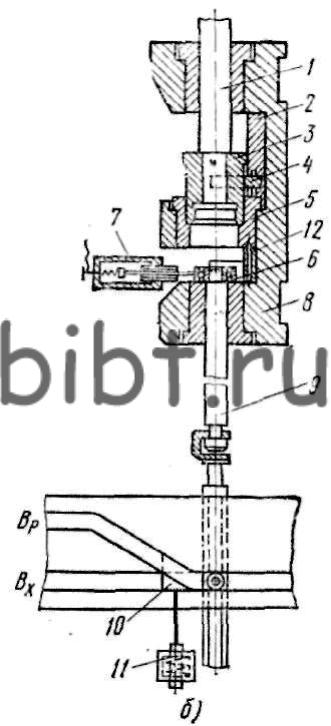
Рис. 153. Блоки инструментов для роторных сборочных машин:
а - запрессовка пальца во втулку, б - запрессовка подшипника
Другим примером сборочной операции может служить запрессовка шарикоподшипника 6 во втулку 3 (рис. 153, б). Блок состоит из цилиндрического корпуса 8, подавателя-упора 1 для базирования втулки и запрессовочного пуансона-выталкивателя 9. В корпусе соосно смонтированы приемное гнездо 2 с пружинными губками 4 для удержания втулки, двусторонняя центрирующая матрица 5 с пружинными приемными губками 12 для шарикоподшипника.
Собираемые детали поступают в приемные гнезда (губки) через окна в корпусе блока, затем подаватель-упор движением вниз вводит втулку в верхнее отверстие центрирующей матрицы до упора в ее торцовый уступ. После этого запрессовочный пуансон при движении вверх вводит подшипник в нижнее отверстие центрирующей матрицы и запрессовывает шарикоподшипник в гнездо во втулке. Нормальное положение подшипника в блоке контролируется путевым щупом 7, проверяющим все проходящие мимо него блоки ротора. Копир, управляющий движением ползунов, выполняется с двумя ветвями (Вр и Вх) и передвижной стрелкой 10, которая с помощью электромагнита 11 перемещается без значительного усилия на ту или другую ветвь в соответствии с показаниями контрольного прибора.
При отклонении детали от нормального положения передвижная стрелка 10 перекрывает рабочую ветвь Вр копира и пропускает ролики ползунов по холостой ветви Вх, исключая взаимодействие инструмента с деталью, занявшей неправильное положение.