
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Обработка металлов резанием.
Обработка металлов резанием выполняется с целью придать заготовкам необходимую форму, размеры, точность и шероховатость поверхности путем снятия припуска режущими инструментами на металлорежущих станках. Обработанные на металлорежущих станках поверхности получаются в результате двух основных движений: главного, или рабочего движения, и движения подачи.
В зависимости от формы обрабатываемой поверхности и типов металлорежущих станков различают следующие основные процессы холодной обработки металлов резанием: точение, сверление, шлифование, фрезерование, строгание, долбление, протягивание.
При точении (рис. 52, а) заготовка вращается вокруг своей оси, а резец входит на некоторую глубину в ее поверхность. Резец непрерывно подается параллельно оси заготовки или перпендикулярно ей. Этот вид обработки металлов выполняют на токарных станках.
При сверлении (рис. 52, б) заготовка неподвижна, а инструмент совершает два непрерывных движения: главное, или движение резания, и движение подачи, направленное вдоль оси инструмента. Сверление производится в основном на сверлильных станках.
При шлифовании (рис. 52, в) режущий инструмент (шлифовальный круг) вращается, а заготовка движется поступательно (плоское шлифование) или вращается и одновременно движется (круглое шлифование). Шлифование производится на плоско- и круглошлифовальных станках.
При фрезеровании (рис. 52, г) металл обрабатывается специальным инструментом - фрезой. Процесс резания осуществляется при вращательном движении фрезы и прямолинейном движении подачи заготовки.
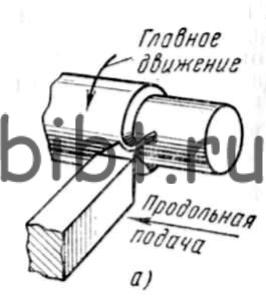


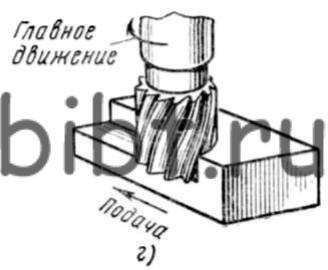
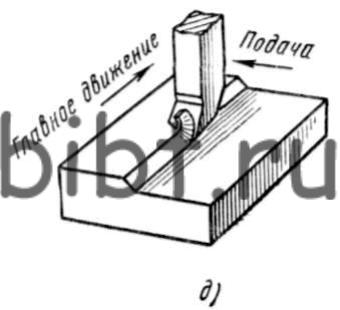
Рис. 52. Основные процессы холодной обработки металлов:
а - точение, б - сверление, в - шлифование, г - фрезерование, д - строгание
При строгании (рис. 52, д) обработка осуществляется при поступательном прямолинейном движении заготовки или резца. При строгании на продольно-строгальных станках движение сообщается заготовке, а резец смещается на определенную величину. При строгании на поперечно-строгальных станках резец совершает прямолинейное движение и после каждого рабочего хода отводится в исходное положение, а заготовка смещается в сторону на величину подачи. Поперечно-строгальный станок называется шепингом.
Особенности долбления те же, что и при строгании. Применяют долбление главным образом для обработки внутренних поверхностей.
Контрольные вопросы
1. Как обозначаются серые, ковкие и высокопрочные чугуны?
2. Расшифруйте марки сталей У13А, 30ХН3А, 10ХГ2СН.
3. В каких случаях применяют отжиг, нормализацию и закалку?
4. Какие имеются способы защиты металлов от коррозии?
5. Из каких пластмасс можно изготовить подшипники скольжения и зубчатые колеса?