
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Обработка металлов давлением.
Обработка металлов давлением основана на способности некоторых металлов и сплавов пластически деформироваться, т. е. изменять свою форму под действием нагрузок и сохранять измененную форму после того, как нагрузки перестают действовать.
Ковка. Ковкой называется пластическая деформация металла, при которой изменение его происходит в том направлении, где металл встречает наименьшее сопротивление. Выполняют ковку последовательными ударами инструмента по обрабатываемой заготовке. Ковку называют свободной, так как изменение формы металлов при этом виде обработки не ограничивается стенками особых форм, как это происходит при штамповке, и металл изменяет свою форму (течет) свободно. Процесс ковки протекает следующим образом: заготовку нагревают в горне или в нагревательной печи до температуры, при которой металл становится пластичным. После этого ударами молота по заготовке придают ей требуемую форму. Изделия, полученные ковкой, называют поковками. Различают ручную и машинную ковку.
Штамповка. Штамповкой называется способ изготовления деталей давлением при помощи штампов, т. е. металлических форм, очертания которых соответствуют очертаниям изготовляемых деталей.
Штамповку с предварительным нагревом заготовок называют горячей, а без нагрева - холодной. Холодную штамповку применяют для изготовления деталей из тонких (до 6-8 мм) полос и листов стали, алюминия, меди, латуни и других металлов и сплавов, обладающих достаточной пластичностью.
На рис. 49 показана схема горячей штамповки. Верхняя часть 1 штампа крепится к бабе молота, нижняя часть 2 закрепляется неподвижно на наковальне молота или пресса. Заготовку 3 предварительно нагревают и помещают в нижнюю часть штампа.
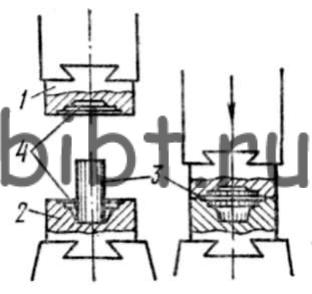
Рис. 49. Схема горячей штамповки
После одного или нескольких ударов молота заготовка заполняет полость 4 и принимает необходимую форму. Основные операции холодной штамповки - вырубка, вытяжка и гибка (рис. 50, а, б, в). Штампы для холодной штамповки состоят из двух основных частей: пуансона 1 и матрицы 3, которые устанавливают и закрепляют на эксцентриковых или кривошипных прессах. Между пуансоном и матрицей помещается заготовка 2. При движении вниз пуансон давит на заготовку и в зависимости от назначения штампа выполняется операция вырубки, вытяжки или гибки.
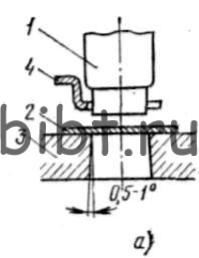
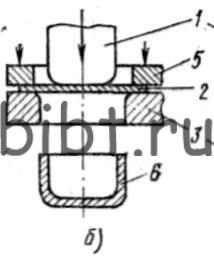
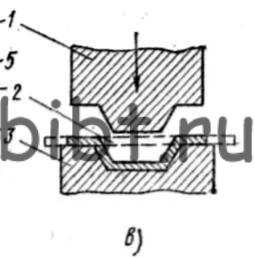
Рис. 50. Примеры холодной штамповки:
а - вырубка, б - вытяжка, в - гибка: 1 - пуансон, 2 - заготовка, 3 --матрица, 4 - съемник, 5 - прижим, 6 - деталь
Прокатка и волочение. Прокаткой называют способ обработки металла давлением путем пропускания его в горячем или в холодном состоянии между вращающимися валками прокатного стана. Прокаткой обрабатывают более 75% металла. Этим способом получают сортовые материалы круглого, квадратного, полосового сечения и фасонные профили: тавровый, двутавровый, швеллерный, рельсовый, зетообразный, а также листы и трубы. Прокатывают металл на прокатных станах.
Первичную прокатку (рис. 51, а) слитков выполняют на мощных станах - блюмингах. На блюмингах получают квадратные заготовки (блюмсы) с сечением от 150X150 до 450X450 мм. Листовые заготовки изготовляют на слябингах. Блюмсы и слябы идут на переработку в сортовой и профильный прокат.
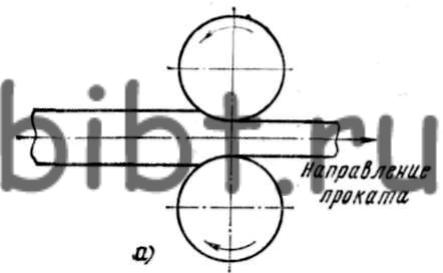
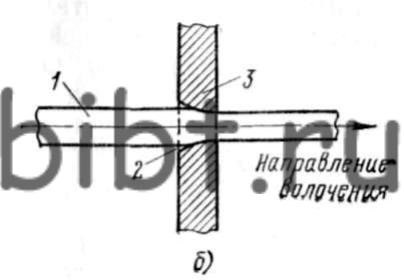
Рис. 51. Обработка металла давлением:
а - прокатка, б - волочение: 1- заготовка, 2 - калибровочное отверстие, 3 - волочильная доска
Холодную прокатку применяют только для получения тонких листов и ленты толщиной не более 3 мм.
Волочением (рис. 51, б) называют обработку металла давлением, сущность которой заключается в последовательном протягивании заготовки (проволок) 1 через калиброванные отверстия (фильеры) 2 в волочильной доске 3. Диаметры отверстий постепенно уменьшаются. Волочильные доски делают со вставными фильерами, которые изготовляют из твердых сплавов, а для проволоки диаметром меньше 0,25 мм - из алмаза.