
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава II ОСНОВЫ СЛЕСАРНОГО ДЕЛА
К слесарным работам относятся разметка, рубка, правка, резка, опиливание, обработка отверстий, нарезание резьбы, шабрение, притирка, доводка, паяние, лужение и др.
Слесарно-сборочные работы включают сборку узлов или изделий, их испытание, установку, регулирование и выверку, пригоночные работы, связанные с соединением деталей (свинчивание, склепывание, соединение деталей сваркой и т. д.).
§ 1. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
По методу измерения контрольно-измерительные инструменты, применяемые при выполнении слесарных работ, делятся на следующие группы:
штриховые меры длины и штангенинструменты, имеющие шкалы; плоскопараллельные концевые меры;
калибры;
инструменты для измерения углов.
Штриховые меры длины и штангенинструменты. Штриховые инструменты предназначены для непосредственного отсчета измеряемой величины по нанесенной на них шкале с миллиметровыми делениями.
К таким инструментам относятся: металлические складные метры, металлические линейки, гибкие ленты (рулетки), штангенинструменты (штангенциркули, штангенглубиномеры и др.). Условно к этой группе можно отнести микрометрические инструменты (микрометры для наружных измерений, штихмасы и др.), а также индикаторы.
Для выполнения грубых линейных измерений с точностью до 1 мм применяют стальные складные метры, металлические линейки и рулетки.
Штангенциркули (рис. 2) изготовляют по ГОСТ 166-63 с пределами измерений 0-125, 0-200, 0-320, 0-500, 250-710, 320-1000, 500-1400 и 800-2000 мм и с величиной отсчета 0,1 и 0,05 мм.
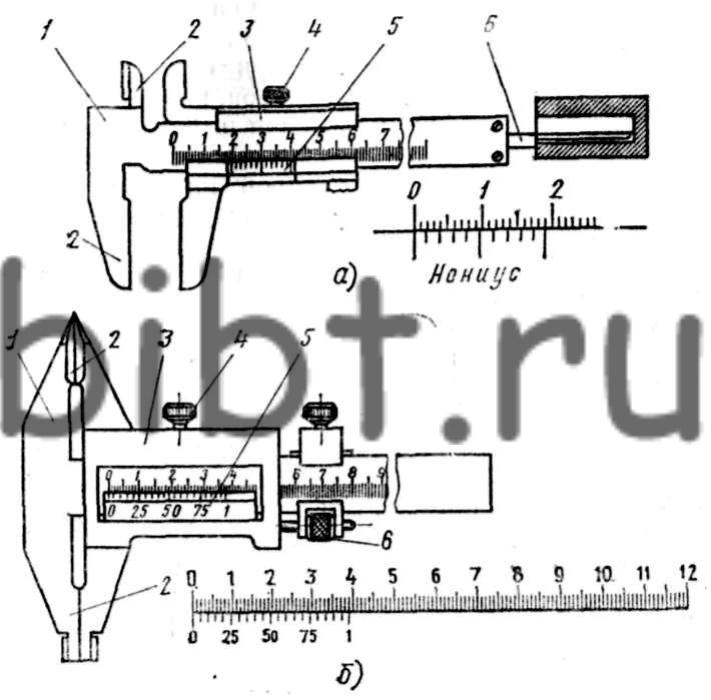
Рис. 2. Штангенциркули: а -с с величиной отсчета 0,1 мм, б - с величиной отсчета - 0,05 мм
Штангенциркуль (рис. 2, а) с величиной отсчета 0,1 мм служит для измерения наружных и внутренних размеров. Он состоит из штанги 1 с неподвижными губками 2, подвижной рамки 3 с подвижными губками, стопорного винтами плоской пружины, притягивающей подвижную рамку к штанге. На штанге нанесена основная шкала с миллиметровыми делениями. На подвижной рамке, на наклонной грани, нанесена нониусная (вспомогательная) шкала 5 длиной 19 мм, которая разделена на десять равных частей. Одно деление нониусной шкалы равно 1,9 мм, т. е. оно короче расстояния между каждыми двумя делениями на 0,1 мм. Десятый штрих нониуса будет точно совпадать с девятнадцатым штрихом линейки (штанги).
При измерении детали подвижную рамку штангенциркуля перемещают по штанге до тех пор, пока рабочие поверхности губок не будут плотно прилегать к поверхностям измеряемой детали. После этого рамку закрепляют винтом 4. Сначала отсчитывают целое число миллиметров, а затем определяют, какой штрих нониуса совпадает с каким-либо штрихом линейки.
Например, нулевой штрих нониуса перешел за девятое деление линейки, а третий штрих совпал с двенадцатым штрихом линейки. Следовательно, расстояние между губками штангенциркуля равно 9,3 мм.
Штангенциркуль с величиной отсчета 0,1 мм имеет глубиномер 6. Штангенциркуль (рис. 2, б) с величиной отсчета 0,05 мм позволяет выполнять измерения с точностью до сотых долей миллиметра. Верхние губки заострены и могут быть использованы для разметочных работ. Для обеспечения установки точного размера пользуются микрометрической подачей 6.
Штанга 1 имеет шкалу с миллиметровыми делениями, а шкала 5 нониуса длиной 39 мм разделена на 20 равных частей. Следовательно, каждое деление равно 39:20=1,95 мм, т. е. короче двух миллиметров шкалы штанги на 0,05 мм.
Отсчет размеров на этом штангенциркуле ведется так же, как и на описанном выше. Однако штрих нониуса, совпадающий с одним из делений на шкале линейки, показывает не десятые, а сотые доли миллиметра.
При измерении диаметра отверстия прибавляют толщину (размер) губок, которая обычно указывается на губках.
Штангенглубиномеры (рис. 3) применяют при измерении глубины отверстий, канавок, пазов углублений и т. п. При измерении штангенглубиномером основание его ставят на поверхность детали, от которой начинают измерение, а штангу выдвигают до упора в измеряемую поверхность (например, в дно отверстия, паза и т. п.), после чего механизм микрометрической подачи стопорят зажимом. Затем вращают гайку и рамку стопорят зажимом. Отсчет ведут по основной шкале (целые миллиметры) и по нониусу (дробные части миллиметров).

Рис. 3. Штангенглубиномер:
1 - нониус, 2, 3 - зажимы, 4 - штанга со шкалой, 5 - механизм микрометрической подачи, 6 -гайка, 7 - винт, 8 - рамка, 9 - основание