
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Процесс клепки.
Чтобы получить высокое качество шва, заклепки следует правильно расположить по длине соединения. При очень частом расположении заклепок склепываемые листы будут ослаблены большим количеством отверстий, при очень редком - прочность и герметичность шва окажется недостаточной. Необходимое количество заклепок, их диаметр и длину определяют расчетным путем.
Диаметр заклепок выбирают
в зависимости от толщины склепываемых листов по формуле 
где; d - диаметр заклепки, мм;
S - толщина склепываемых листов, мм.
Расстояние между центрами отверстий для заклепок (шаг заклепок) рассчитывают по формуле t = 3d + 2 мм,
где: t - шаг заклепок, мм;
d - диаметр заклепок, мм.
Расстояние от центра заклепки до края листа должно быть не менее 1,5d.
Длина стержня заклепки зависит от толщины склепываемых листов и формы замыкающей головки. Замыкающая головка образуется из выступающей части стержня. Длина этой части стержня для образования потайной головки должна быть от 0,8 до 1,2, а для образования полукруглой головки от 1,2 до 1,5 диаметров заклепки.
Таким образом, полная длина стержня при потайной клепке должна составлять l=S+(0,8-:-1,2)d, а при клепке с образованием полукруглой замыкающей головки l=S+(1,2-:-1,5)d,
где: l - длина стержня заклепки, мм;
S - толщина склепываемых листов, мм; d - диаметр заклепки, мм.
Таблица 7 Диаметр и длина заклепок в зависимости от склепываемых листов
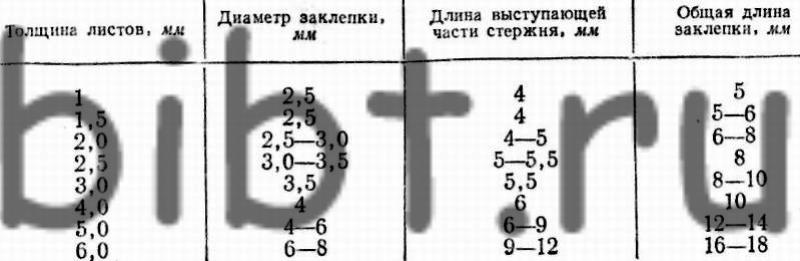
Диаметр и длину стержня заклепки определяют по данным табл. 7. После окончания клепки проверяют головки и кромки листов (в первую очередь правильность формы головок и плотность их прилегания к листам). В некоторых случаях полноту замыкающей головки и шаг между заклепками проверяют шаблонами, а отсутствие зазоров между склепываемыми листами - щупами.