
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематическая схема вертикально-фрезерного станка 6Р13Ф3-37 с ЧПУ. Редуктор продольной подачи станка 6Р13ФЗ-37.
Кинематика станка 6Р13ФЗ-37. Главное движение. Шпиндель VIII получает вращение от асинхронного электродвигателя M1 (N = 7,5 кВт, n= 1450 мин-1) через коробку скоростей с тремя передвижными блоками зубчатых колес Б1, Б2, Б3 и передачи z = 39-39, z = 42-41-42 в шпиндельной головке. Механизм переключения блоков обеспечивает получение 18 частот вращения и позволяет выбирать требуемую частоту вращения без последовательного прохождения промежуточных ступеней. Уравнение кинематической цепи для минимальной частоты вращения шпинделя

Инструмент в оправке крепят вне станка с помощью сменных шомполов. Оправка имеет наружный конус 50 и внутренний конус Морзе № 4.
Для крепления инструмента с конусами Морзе № 2 и 3 применяют сменные втулки. Зажим инструмента осуществляется электромеханическим устройством. Смазывание подшипников и зубчатых колес коробки скоростей осуществляется от плунжерного насоса, расположенного внутри коробки скоростей.
Увеличить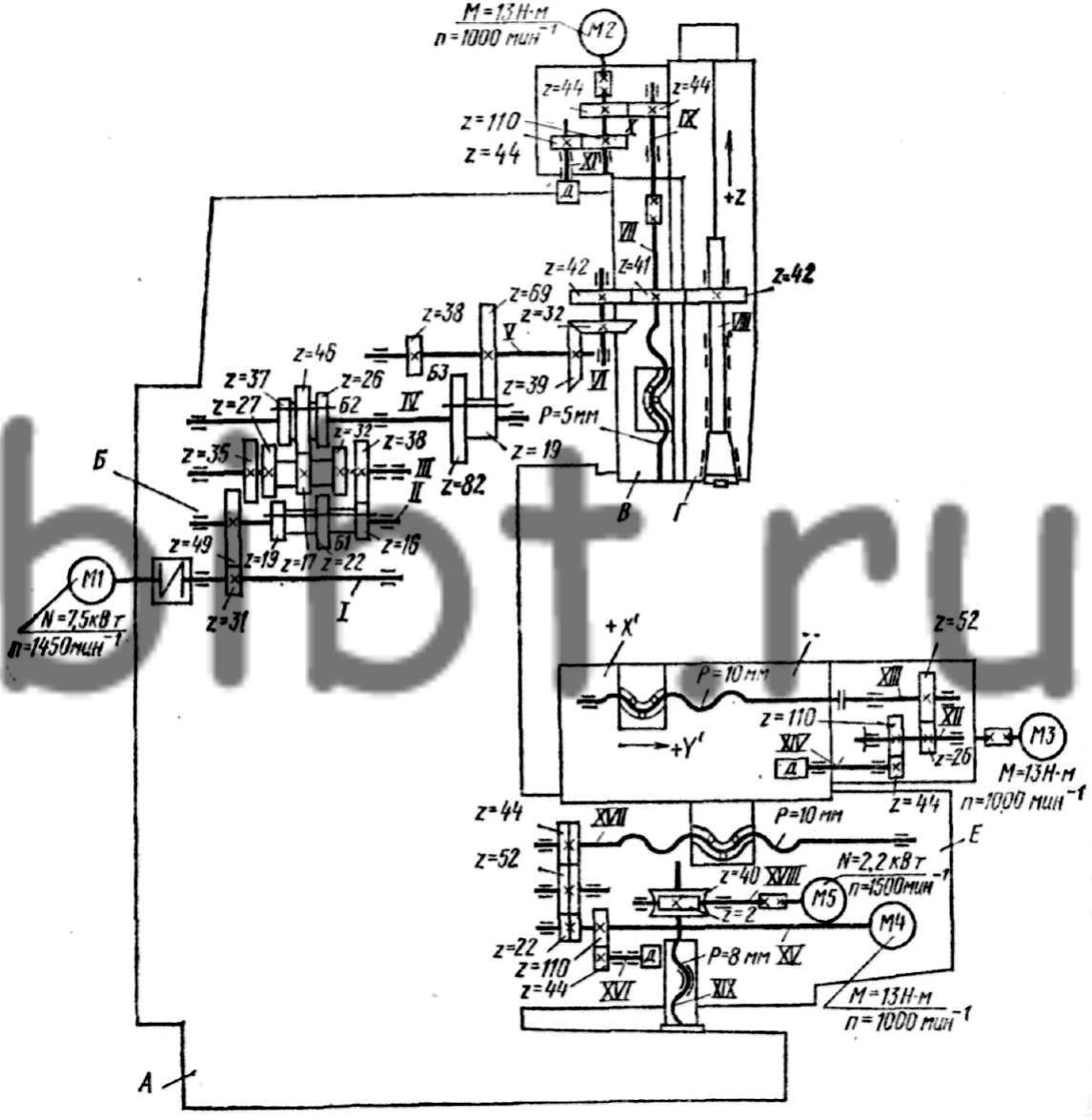
Рис. 85, Кинематическая схема вертикально-фрезерного станка 6Р13Ф3-37 с ЧПУ
Движения подач вертикально-фрезерного станка 6Р13Ф3-37. Вертикальная подача ползуна со смонтированным в нем шпинделем осуществляется от высокомоментного двигателя М2 (М = 13 Н*м, n = 1000 мин-1) через зубчатую пару z = = 44-44 и передачу винт-гайка качения VII с шагом Р = 5 мм. Предусмотрено ручное перемещение ползуна. На валу XI установлен датчик обратной связи -трансформатор типа ВТМ-1В.
Поперечная подача салазок осуществляется от высокомоментного двигателя М4 (М = 13 Н*м, n = 1000 мин-1), через беззазорный редуктор z = 22-52-44 и винт-гайку качения XVII с шагом Р = 10 мм. Зазор в косозубых цилиндрических колесах 1, 3 и 5 редуктора (рис. 86) устраняют шлифованием полуколец 2 и 4, устанавливаемых между колесами 3 и 5.
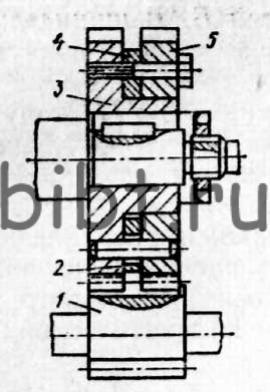
Рис. 86. Схема устранения зазора в редукторе поперечной подачи станка 6Р13ФЗ-37 с ЧПУ
Продольная подача стола происходит от высокомоментного электродвигателя М3 (см. рис. 85) через беззазорный редуктор z = 26-52 и винт-гайку качения XIII с шагом Р = 10 мм. В редукторах продольного и поперечного перемещений установлены датчики обратной связи - трансформаторы типа ВТМ-1В. Зазор в направляющих стола и салазок выбирают клиньями. Зазор в передачах винт-гайка качения устраняют поворотом обеих гаек в одну сторону на нужное число зубьев.
Вспомогательные движения станка 6Р13ФЗ-37. Специальными шестигранными выводами можно производить ручные перемещения по координатам X' и Y'. Установочная вертикальная подача консоли осуществляется от электродвигателя М5 (N = 2,2 кВт, n = 1500 мин-1) через червячную пару z = 2-40 и ходовой винт XIX.
Разрез редуктора продольной подачи показан на рис. 87. От двигателя 6 движение передается винту качения 1 через зубчатую передачу 2-3. Трансформатор 7 связан с валом двигателя через зубчатые колеса 4-5. Смазывание редуктора осуществляется разбрызгиванием.
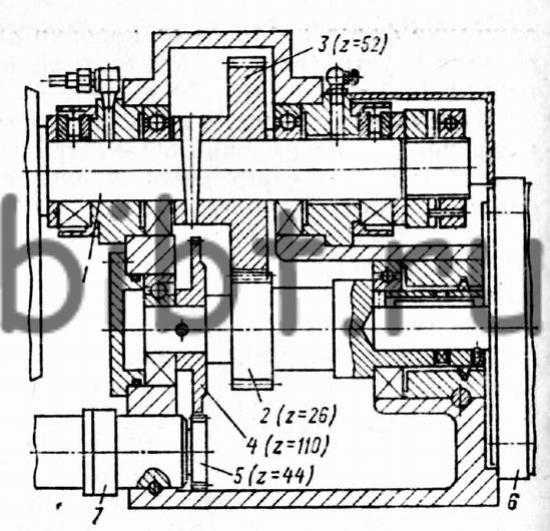
Рис. 87. Редуктор продольной подачи станка 6Р13ФЗ-37