
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ СТАНОК 6Р13РФ3 С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ И ЧПУ. Техническая характеристика.
Станок 6Р13РФ3 с ЧПУ предназначен для обработки заготовок сложного профиля (штампов, пресс-форм, кулачков и т. д.) из стали, чугуна, цветных металлов, легких и твердых сплавов в условиях единичного и мелкосерийного производства торцовыми и концевыми фрезами, а также сверлами, зенкерами и развертками, установленными в револьверной головке (наибольшие диаметры инструментов: фрезы торцовой 125 мм, фрезы концевой 40 мм, сверла 30 мм). Класс точности станка Н.
Техническая характеристика станка 6Р13РФ3. Размер рабочей поверхности стола (длина х ширина) 1600x400 мм; число инструментов в револьверной головке 6; число частот вращения шпинделя 18; пределы частот вращения шпинделя 40-2000 мин-1; пределы рабочих подач (регулирование бесступенчатое) по осям X', Y', Z' 10- 1200 мм/мин; скорость быстрого перемещения по осям X', Y', Z' 2400 мм/мин; габаритные размеры станка 2575 x 2180 x 2480 мм.
Устройство ЧПУ - контурное типа Н331М. Обработка сложных поверхностей осуществляется сочетанием одновременного движения по двум или трем координатам. Устройство выполнено по агрегатному принципу. Программа задается на восьмидорожковой перфоленте. Дискретность отсчета по осям координат X' , Y', Z' 0,01 мм. Интерполяция линейно-круговая. Имеется 18 групп коррекции по длине и диаметру вдоль оси координат. По программе осуществляется атоматическая смена инструмента, выбор частоты вращения каждого шпинделя, зажим консоли и т. д.
Основные механизмы и движения вертикально-фрезерного станка 6Р13РФ3. Станина А (рис. 88) имеет жесткую конструкцию за счет развитого основания, трапецеидального сечения станины по высоте и большого числа ребер и стенок. Шпиндели, получающие вращательное движение, установлены в шестипозиционной револьверной головке Г. Один из шпинделей усилен для выполнения более тяжелых фрезерных работ.
Увеличить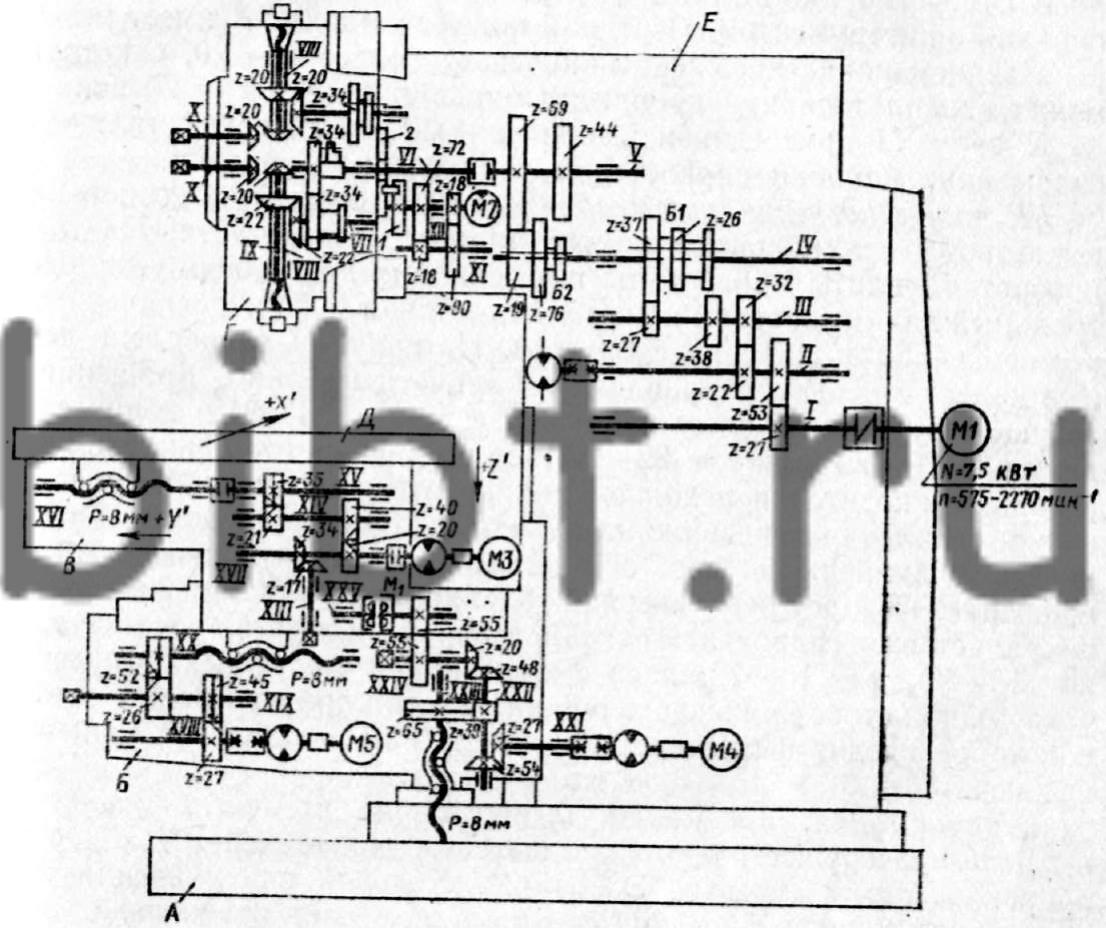
Рис. 88. Кинематическая схема вертикально-фрезерного станка 6Р13РФ3 с ЧПУ
Консоль Б перемещается по вертикальным направляющим станины (подача по координате Z'). По горизонтальным направляющим консоли движутся поперечные салазки В (подача по координате Y'), а по направляющим салазок в продольном направлении - стол Д (подача по координате X'). Коробка скоростей E смонтирована в корпусе станины. Механизмы поперечной и вертикальной подач расположены в корпусе консоли, а продольной подачи - в салазках.
Кинематика станка вертикально-фрезерного станка 6Р13РФ3 с ЧПУ. Главное движение шпиндель VIII получает от электродвигателя постоянного тока M1 (N = 7,5 кВт, n = = 1500 мин-1) через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Различные частоты вращения шпинделя получают в автоматическом цикле путем изменения задающего напряжения для тиристорного преобразователя по программе, а также передвижением блоков Б1 и Б2 с помощью гидроцилиндров. Уравнение минимальной частоты вращения шпинделя

где 575 - наименьшая частота вращения двигателя.
В отверстии шпинделя вмонтирован шомпол IX для крепления оправки с инструментом. Передний конец шомпола IX имеет резьбу, а на заднем конце насажено коническое колесо z = 20, с которым может зацепляться при креплении оправки колесо z = 20 вала X.
К валу II присоединен шестеренчатый насос, осуществляющий смазывание коробки скоростей и револьверной головки.
Шестишпиндельная револьверная головка станка 6Р13РФ3 состоит из основания, к которому полукольцами притянута поворотная плита. На торце поворотной плиты привернуты шесть шпиндельных корпусов. Центральный вал поворотной плиты VI крестовой муфтой соединен с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо z = 34 с направляющим зубчатым диском. Вращение от ведущего зубчатого колеса через передачу z = 34-34 и коническую пару z = 20-20 (или z = 22-22) получает лишь тот шпиндель VIII, который находится в исходном для работы положении. Для улучшения сцепления передвижных зубчатых колес с ведущим зубчатым колесом шпинделю сообщается в момент сцепления кратковременное вращение. Поворот револьверной головки в требуемую позицию осуществляется от гидродвигателя М2 типа Г12-22 через зубчатые пары z= 18-90, z = 18-72, диск 1 с цевкой и мальтийский крест 2. С наружной стороны каждого шпиндельного корпуса имеется гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей.
Вертикальная, продольная и поперечная подачи и ускоренные перемещения станка 6Р13РФ3 с ЧПУ осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г18-24. Ходовой винт качения XVI поперечной подачи с шагом Р = 8 мм получает вращение от двигателя М3 через две пары косозубых колес z = 20-40, z = 21-35. Величина минимального перемещения по координате Y'
Вертикальная подача осуществляется от двигателя М4 через передачи z = 27-54, z = 39-65 и винт-гайку качения XXIII с шагом Р = 8 мм. В кинематическую цепь вертикальной подачи встроена пружинная гидравлическая муфта М1, предохраняющая консоль от самопроизвольного опускания при останове станка. Консоль имеет зажимное устройство, работающее от программы и действующее при отсутствии вертикального перемещения.
Продольная подача осуществляется от шагового двигателя М5 через беззазорный редуктор z = 27-45, z = 26-52 и винт-гайку качения XX с шагом Р = 8 мм. Величина продольного хода ограничена кулачками.
Зазор в зубчатых цилиндрических колесах выбирают шлифованием полуколец, установленных между двумя сдвоенными колесами. Зазор в конических колесах устраняют поворотом эксцентрика с последующим его законтриванием и затяжкой сдвоенного конического колеса, а в направляющих станины и консоли, консоли и салазок - клиньями.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели, осуществляющие блокировку: при вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи от программы.
Гидропривод станка 6Р13РФ3 обеспечивает перемещение рабочих органов по трем координатам; разгрузку, зажим и блокировку консоли; фиксацию и зажим револьверной головки; переключение передвижных блоков коробки скоростей.