
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6520Ф3-36 С КРЕСТОВЫМ СТОЛОМ И ЧПУ. Техническая характеристика.
Станок 6520Ф3-36 предназначен для фрезерования по программе разнообразных заготовок сложной формы торцовыми, конусными, угловыми и фасонными фрезами. Класс точности станка Н.
Техническая характеристика станка 6520Ф3-36 с ЧПУ. Размеры рабочей поверхности стола (ширина X длина) 250X630 мм; число частот вращения шпинделя 18; пределы частот вращения шпинделя 31,5-1600 мин-1; пределы рабочих подач (регулирование бесступенчатое) по координатам Х', Y', Z 5- 1500 мм/мин, величины ускоренных подач по координатам X', Y', Z 5000 мм/мин; габаритные размеры станка 1480х1890Х Х2185 мм.
Устройство ЧПУ контурное типа Н33-1М. Программоноситель - восьмидорожковая перфолента, код ISO. Устройство может работать в режимах: ручном, автоматическом, ручного ввода. Число управляемых координат (из них управляемых одновременно) 3/3. Дискретность перемещения по осям координат 0,01 мм. По программе отрабатывается перемещение рабочих органов с определенной подачей, включение и отключение вращения шпинделя, зажим и разжим шпиндельной бабки, включение и отключение насоса охлаждения.
Основные механизмы и движения вертикально-фрезерного станка 6520Ф3-36. Основание станка 1 (рис. 89) коробчатой формы с перегородками и ребрами жесткости имеет прямоугольные направляющие, по которым перемещаются салазки 2. (подача по координате Y'). Стол 3 монтируется на салазках и движется по направляющим типа ласточкин хвост по координате X'. На основании установлена стойка 5 коробчатой формы с ребрами жесткости. По направляющим стойки перемещается шпиндельная бабка 4 (координата Z).
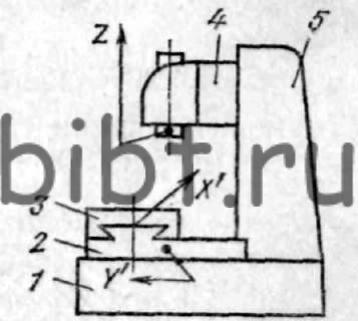
Рис. 89. Общий вид станка 6520Ф3-36
Кинематика станка 6520Ф3-36. Главное движение (рис. 90) шпиндель получает от асинхронного электродвигателя M1 (N = 4 кВт, n= 950 мин-1) через ременную передачу, девятискоростную коробку скоростей и двухступенчатый перебор, смонтированный в шпиндельной бабке. Минимальная частота вращения шпинделя

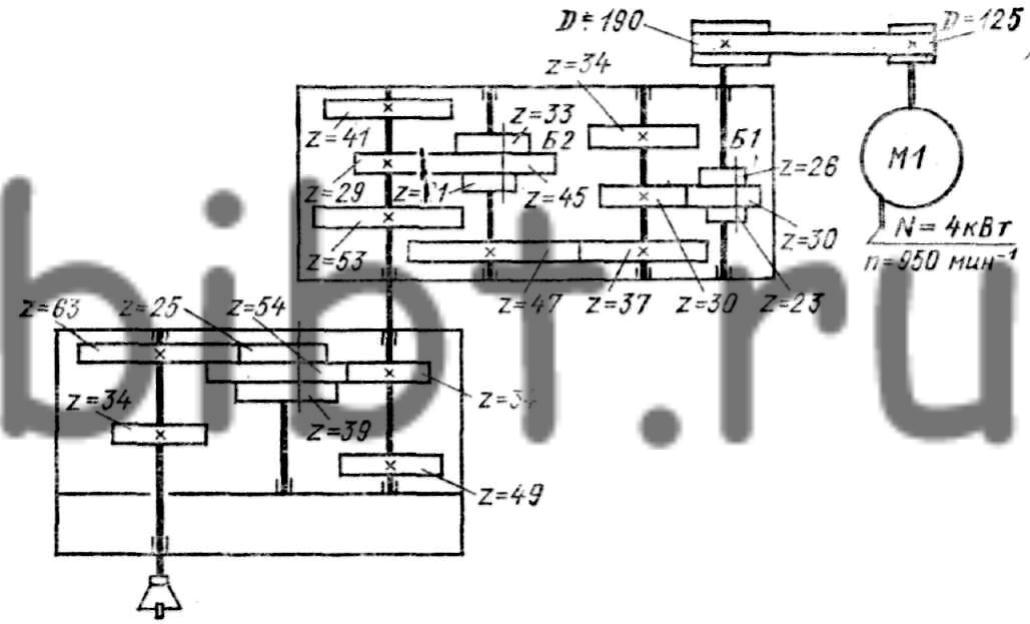
Рис. 90. Кинематическая схема привода главного движения станка 6520Ф3-36
Торможение шпинделя осуществляется тормозной электромагнитной муфтой (на рис. 90 не показана). Зажим инструмента в шпинделе происходит с помощью тарельчатых пружин, разжим гидравлический. Для повышения жесткости при фрезеровании и предотвращения самопроизвольного перемещения бабки при выключенной гидростанции имеется механизм зажима шпиндельной бабки (рис. 91).
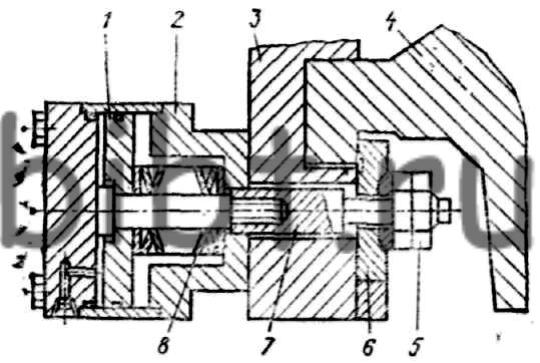
91. Механизм зажима шпиндельной бабки 6520Ф3-36
Зажим осуществляется тарельчатыми пружинами 8. При разжиме масло поступает в бесштоковую полость гидроцилиндра 2, поршень 1 со штоком, перемещаясь сжимает тарельчатые пружины. При этом винт 7, смещаясь, освобождает прихват 6, которым шпиндельная бабка 3 прижимается к стойке 4. Гайки 5 служат для регулирования зазора между направляющими стойки и прихватом.
Приводы подач по осям координат Х', Y', Z одинаковы и состоят из шаговых двигателей ШД-5Д1М, одноступенчатых редукторов и ходовых винтов. Ходовой винт 3 (рис. 92) смонтирован на подшипниках 2. Резьба на винтах специальная. Вращение винту передается через полумуфту 1. Для отсчета перемещений на винтах имеются лимбы 4 с ценой деления 0,05 мм.
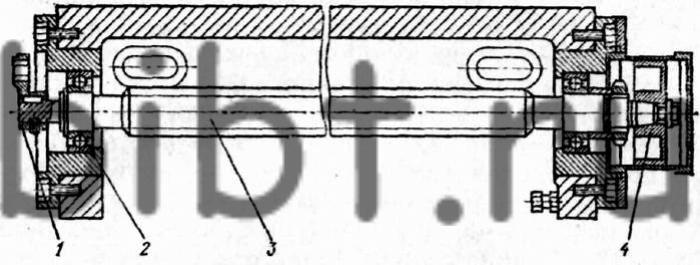
Рис. 92. Ходовой винт станка 6520Ф3-36