
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Механизмы автоматической смены инструмента многоцелевых станков с ЧПУ. Магазины шпиндельных гильз. Револьверные шпиндельные головки. Схемы инструментальных магазинов.
Механизмы автоматической смены инструмента должны обеспечить стабильное точное, жесткое и надежное положение инструмента, а также минимальное время его смены. По конструктивному и компоновочному исполнению их делят на три группы:
1) с заменой всего шпиндельного устройства (револьверные шпиндельные головки, магазины шпиндельных гильз);
2) со сменой инструмента в одном шпинделе (инструментальные магазины);
3) комбинированные (магазин в сочетании с револьверной головкой или автоматическая и ручная смена).
Револьверные шпиндельные головки наиболее просты и компактны. Головки размещаются обычно на шпиндельной бабке станка. Время смены инструментов 1-3 с.
Магазины шпиндельных гильз (рис. 95) бывают барабанного и линейного типа. Гильзы 1 поочередно занимают рабочее положение 4, при этом шпиндель 2 соединяется с приводом главного движения, а гильза шпинделя с приводом подач. В магазине устанавливается 15-20 гильз, в которых можно монтировать шпиндели разной конструкции для легких и тяжелых работ. Главный привод обеспечивает необходимую частоту вращения различных инструментов 3. Недостаток такого способа смены инструмента - громоздкость и высокая стоимость конструкции; преимущество - достаточная жесткость шпиндельного устройства и надежность его закрепления.
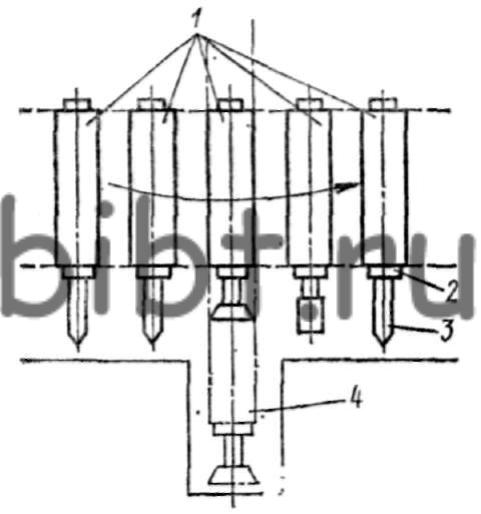
Рис. 95. Магазин шпиндельных гильз
Наиболее распространены многоцелевые станки со сменой инструмента в одном шпинделе. Механизм смены инструмента в этом случае в общем виде состоит из инструментального магазина, автооператора для переноса инструментов от магазина в шпиндель и обратно и транспортного устройства для передачи инструмента из магазина к автооператору.
Магазины могут быть установлены на шпиндельной головке, на колонне, на столе и за пределами станка. При расположении магазина на столе станка уменьшается полезная площадь стола, увеличиваются затраты времени на смену инструмента, поэтому такой способ установки магазина не получил распространения.
Значительно упрощается загрузка и транспортирование инструмента из магазина в шпиндель при установке магазина 2 на шпиндельную головку 1 (рис. 96, а). Револьверный магазин, вращаясь, подводит необходимый инструмент до совпадения его оси с осью шпинделя (рис. 96, б). Гильза шпинделя 2 захватывает оправку с инструментом 3, выносит ее из магазина 1 и, продвигаясь дальше, осуществляет рабочий цикл. При обратном ходе оправка остается в магазине, а шпиндель уходит вверх, чтобы не мешать повороту револьверного магазина. Автооператор здесь не нужен. По сравнению с револьверными головками такие магазины имеют более мощный шпиндель и больший рабочий ход инструмента, но вместимость револьверных магазинов ограничена.
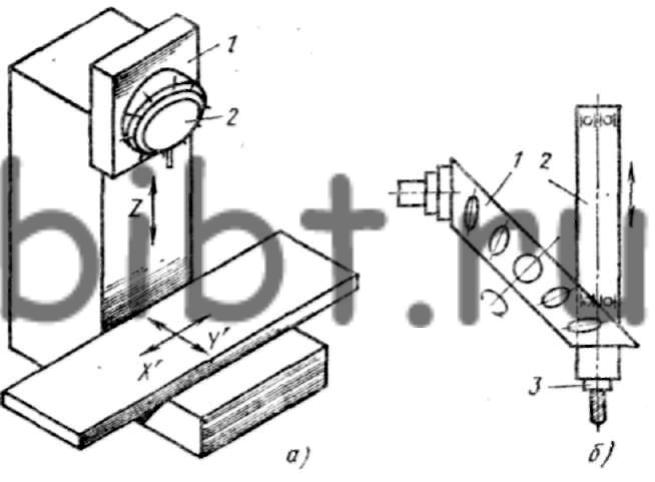
Рис. 96. Многоцелевой станок с револьверным магазином
Этих недостатков лишены магазины, расположенные на колонне станка или вне его. Но при таком исполнении усложняется все устройство смены, появляется необходимость в автооператорах, транспортных средствах для подвода инструмента, увеличивается время его смены. Вместимость магазинов, удаленных от рабочей зоны, составляет 12-120 инструментов. Необходимая вместимость магазина определяется из анализа технологического процесса деталей, которые будут обрабатываться на данном многоцелевом станке: вместимость магазина зависит также от размеров инструментов (прежде всего от их диаметра), которые могут быть помещены в магазине. Оптимальной считают вместимость магазина в 30 инструментов.
Магазины 1 выполняют дисковыми (рис. 97, а, б), барабанными (рис. 97, в), цепными (рис. 97, г), планетарными (рис. 97, ж).
Инструмент 2 в таких магазинах может располагаться параллельно, радиально или наклонно к оси вращения магазина. При выборе типа механизма смены инструмента учитывают следующее. При малом числе инструментов (до 8 шт.) и невысокой точности обработки можно применять револьверную головку, при большей точности обработки необходимо использовать револьверный магазин. При требуемом числе инструментов 30-40 шт. применяют дисковые или барабанные магазины, при увеличении инструментов до 100 шт. и больше чаще всего устанавливают цепной магазин.
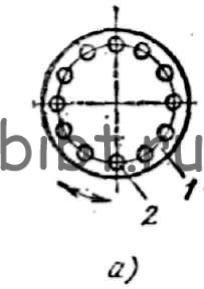
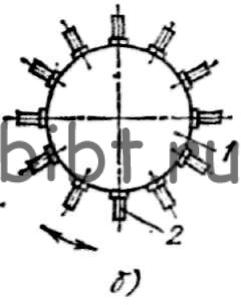
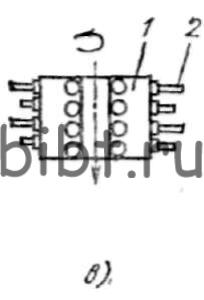
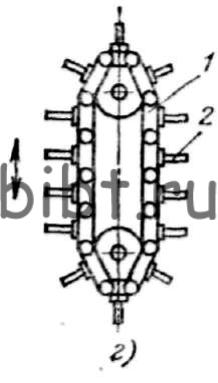
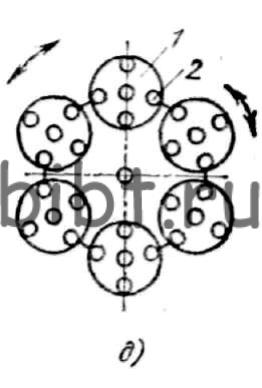
Рис. 97. Схемы инструментальных магазинов
Многоцелевые станки оснащают еще большим числом инструментов путем применения сменных магазинов, устройств для кассетной замены инструментов в магазине, дополнительных стеллажей с инструментами вне станка - смена инструмента при этом осуществляется портальным роботом.
Уменьшают время смены инструмента комбинированные устройства смены, состоящие из магазина и револьверной головки. Например, при наличии двухшпиндельной поворотной головки во время работы одного шпинделя происходит смена инструмента из магазина в другом ее шпинделе с помощью автооператора.