
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кодирование инструментов многоцелевых станков с ЧПУ. Автооператоры.
Кодирование инструментов многоцелевых станков. Если для обработки детали требуется немного инструментов и каждый его вид применяется только один раз, то инструментодержатели помещают в магазине или в револьверной головке в порядке, необходимом для технологического процесса, и при каждой смене инструмента магазин перемещается на один шаг. В других случаях применяют один из методов кодирования: кодирование инструмента или кодирование гнезда магазина.
При кодировании инструмента на его оправке 1 (рис. 98) в определенной комбинации устанавливают сменные кодовые кольца 3 (2 - распорные кольца). Кодовые кольца во время движения магазина нажимают на конечные выключатели 4; при возникновении нужной комбинации сигналов магазин остановится в требуемой позиции. При таком методе инструмент можно располагать в любых гнездах магазина, отпадает возможность ошибки при его загрузке, но усложняется конструкция оправок, увеличивается масса магазина, что ухудшает его динамику; велико время поиска инструмента.
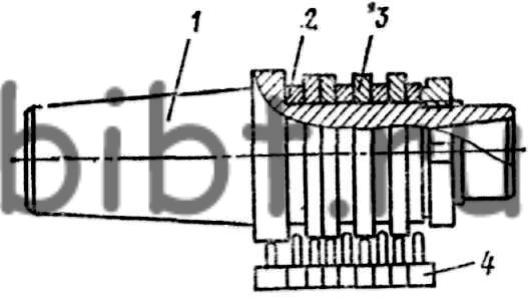
Рис. 98. Кодирование оправки инструмента
При кодировании гнезд магазина поиск нужного гнезда осуществляется различными датчиками (кодовыми дисками в сочетании с микропереключателями, сельсинами и др.), кинематически связанными с валом магазина. В этом случае поиск идет по кратчайшему пути, применяются более простые по конструкции оправки; можно, пропуская гнезда, устанавливать инструменты большого диаметра. При загрузке магазина инструмент должен быть вставлен только в свое гнездо.
При поиске инструмента по системе кодового ключа каждый инструмент имеет свой ключ (рис. 99), который вставляется в любое гнездо магазина против соответствующего инструмента, кодируя тем самым гнездо. Такая система позволяет кодировать инструмент до постановки его в магазин. При этом не увеличивается вылет инструмента и не удорожается оправка.
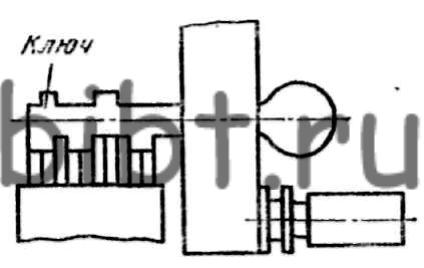
Рис. 99. Схема кодирования гнезд магазина с помощью ключа
Автооператоры многоцелевых станков бывают однозахватные и двухзахватные. Одно-захватный автооператор захватывает инструмент и вытаскивает его из шпинделя, затем поворачивается и вставляет инструмент в свободную ячейку магазина. Магазин, вращаясь, подводит следующий инструмент в зону захвата. Далее действия автооператора, совершаются в обратной последовательности. При двухзахватном автооператоре время смены значительно уменьшается, так как инструменты одновременно захватываются в шпинделе и магазине.
Автооператор при повороте меняет их местами, а затем одновременно отводит или подводит к магазину и шпинделю. Для привода автооператора, кантователей применяют механические и гидравлические устройства. Инструмент зажимается в автооператоре силами трения, но для большей надежности применяют иногда фиксирующие устройства. Автооператор с осевым зажимом показан на рис. 100. Инструментальная оправка зажимается за специальный фланец 1 губками 2 и 3 автооператора и фиксируется фиксатором 4.
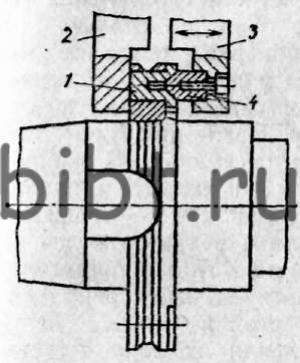
Рис. 100. Захват автооператора