
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 5. ОБЩИЕ ПОНЯТИЯ О ЧИСЛОВОМ ПРОГРАММНОМ УПРАВЛЕНИИ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЧИСЛОВОМ ПРОГРАММНОМ УПРАВЛЕНИИ (ЧПУ).
Числовое программное управление (ЧПУ) обеспечивает управление движениями рабочих органов станка и скоростью их перемещения при формообразовании, а также последовательностью цикла обработки, режимами резания, различными вспомогательными функциями.
Станки с ЧПУ обслуживаются различными заводскими службами. Рассмотрим составные элементы комплекса ЧПУ (рис. 8). Чертеж детали одновременно поступает в систему подготовки программы и систему технологической подготовки, обеспечивающей отдел подготовки программ данными о технологическом процессе обработки детали, режимах резания и т. д. На основании полученных данных создается управляющая программа. Программа поступает в устройство ЧПУ, которое перерабатывает полученную информацию и выдает команды рабочим органам станка.

Рис. 8, Комплекс числового программного управления ЧПУ
Наладчики устанавливают на станок инструменты и приспособления согласно документации, разработанной в системе технологической подготовки. Данный комплекс ЧПУ может видоизменяться в зависимости от вида программоносителя, способа кодирования информации и метода ее передачи в систему ЧПУ. В качестве программоносителя используют перфоленты, гибкие магнитные диски или кассеты, реже - магнитные ленты. При подготовке программы производится кодирование исходной информации и представление ее в виде символов. Для кодирования используют различные коды (двоично-десятичные, двоичные и т. д.). Система подготовки программ может быть автоматизированной и ручной, ручная подготовка применяется значительно реже. Программу можно вводить и с помощью клавиш непосредственно на станке, как это делается в оперативных системах ЧПУ типа «Электроника НЦ-31». В качестве встроенного в систему ЧПУ накопителя программ используют магнитные ленты или гибкие магнитные диски.
Перфолента - наиболее распространенный программоноситель, этому способствуют ее достоинства: дешевизна и простота хранения, малый объем перфоленты, так как ее длина зависит не от времени обработки детали на станке, а от сложности детали, числа опорных точек и т. д. Программа, записанная на перфоленте, может содержать неограниченное число технологических команд. Устройство управления от перфоленты позволяет вводить коррекции на длину инструмента, его положение и т. д.
Пробитое отверстие на перфоленте соответствует наличию сигнала, при отсутствии отверстия - сигнала не будет. Геометрическая информация на перфоленте заносится в виде координат опорных точек. Опорные точки 1, 2, 3 (рис. 9) расположены на стыке элементарных участков обрабатываемой заготовки. Криволинейные участки (точки 2-6, 7-11) в зависимости от способа аппроксимации и требуемой точности можно разбить на ряд элементарных участков.
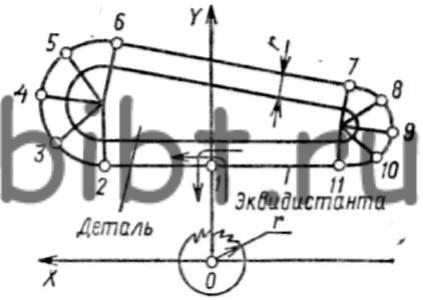
Рис. 9. Контур детали с опорными точками
Перемещение рабочих органов между опорными точками определяется автоматически от интерполяторов. Центр фрезы перемещается по эквидистанте, отстоящей от контура детали на величину радиуса фрезы. Интерполятор декодирует геометрическую информацию перфоленты, т. е. преобразовывает ее в определенную последовательность распределенных во времени и по координатным осям импульсов, каждый из которых подразумевает элементарное перемещение рабочих органов станка.
Информация на перфоленту наносится перфораторами. Считывание информации может осуществляться различными способами (рис. 10). При электрическом способе считывания (рис. 10, а) контактные щетки 2 при наличии отверстия в перфоленте Пл вступают в контакт с барабаном 1 и выдают сигнал в схему автоматики. Метод обеспечивает достаточно высокое быстродействие, но имеет низкую надежность из-за возможности загрязнения щеток. В электромеханических системах считывания (рис. 10, б) перфолента Пл ощупывается шариками 1, поджимаемыми к ней пружинами 2 через штифты 3. При наличии пробивки замыкаются соответствующие контакты 4, передается команда в схему автоматики станка и выдается сигнал большой величины. Способ имеет низкую надежность и малое быстродействие. Наиболее распространены фотоэлектрические системы считывания (рис. 10, в). При наличии пробивки от лампы 1 через линзу 2 срабатывает фотоэлемент 3 и выдает команду в систему автоматики. Такие системы имеют высокое быстродействие (до 1000 знаков) и высокую надежность. Недостатки способа: малый сигнал и малая помехозащищенность.
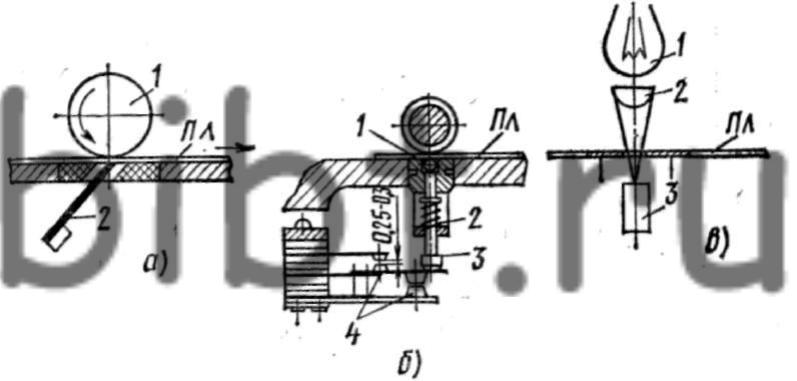
Рис. 10. Схемы способов считывания информации с перфорированного программоносителя
При централизованном управлении группой станков с ЧПУ от ЭВМ запись программы на перфоленту или магнитную ленту не нужна. Программа обработки в виде электрических сигналов передается к устройствам ЧПУ, находящимся у станков. Эти устройства имеют в свою очередь канал связи с ЭВМ, по которому из памяти ЭВМ выбирается нужная программа и в нее вводятся различные коррекции.