
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. ПРОГРАММАТОРЫ ЦИКЛОВ, УСТРОЙСТВА РАЗМЕРНОЙ НАЛАДКИ станков с ЦПУ.
Программаторы циклов состоят из блока задания программы и блока поэтапного ввода программы. Блок задания программы запоминает и вводит в систему полную программу, блок поэтапного ввода программы предназначен для последовательного считывания этапов программы и ввода их в систему для отработки. Выпускают механические, электрические, пневмогидравлические и другие программаторы циклов. Наиболее распространенным программатором электрического типа является штекерная панель (рис. 4).
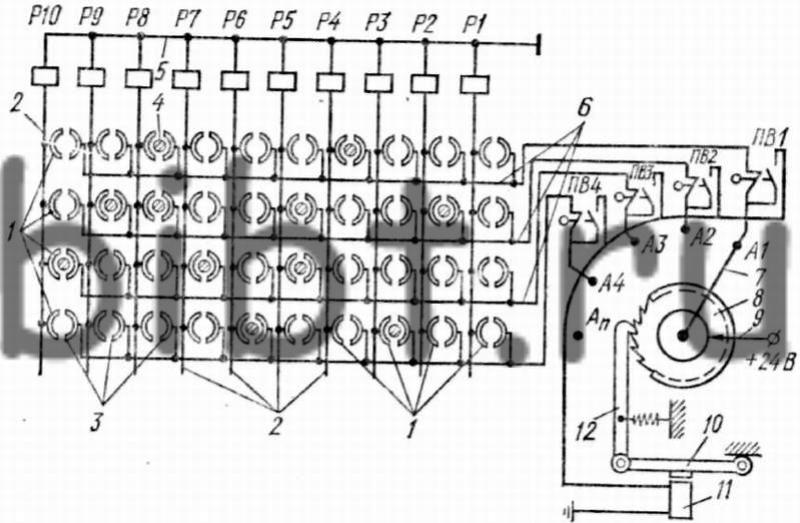
Рис. 4. Схема штекерной панели
В каждом горизонтальном ряду штекерной панели находится десять гнезд, состоящих из двух половинок. Левые половинки 1 присоединены к проводникам 2, которые подключены к реле Р1- Р10. Вторые концы обмоток реле присоединены к проводнику 5. Правые половинки 3 гнезд присоединены к проводникам 6, подключенным к контактам А1, А2, A3, ..., Аn шагового искателя (на рис. 3 шаговый искатель соответствует блоку 7, а штекерные гнезда, реле и т. д. - блоку 1). При касании щетки 7 шагового искателя одного из контактов А правые половинки 3 гнезд через проводник соединяются с проводником 9 и соответственно с источником питания, имеющим напряжение 24 В. Но под напряжением окажутся только реле, связанные с гнездами, в которые вставлены штекеры 4. В положении щетки 7, показанном на схеме, включены реле Р4 и Р8. Реле дают команды на включение электромагнитных муфт или других исполнительных элементов (на рис. 3 соответственно блок 3), и они приводят в движение рабочие органы станка (на рис. 3 соответственно блок 4). Рабочий орган перемещается на требуемую величину, и упор нажимает на путевой выключатель ПВ1. При этом разомкнется цепь питания реле Р4 и Р8 и замкнется цепь электромагнита 11; электромагнит 11, притягивая якорь 10, через собачку 12 повернет храповик 8, и щетка 7 перейдет на контакт А2 шагового искателя. Под напряжением окажется следующий горизонтальный ряд штекерных гнезд и будет выполнен следующий комплекс команд. При этом шаговый искатель сам не перемещается, поэтому штекерная панель относится к устройству статического типа.
Программа на штекерной панели задается вручную быстро и достаточно просто, но станок в этот период простаивает. Кроме того, штекеры устанавливают непосредственно в цехе, поэтому возможны ошибки при их установке. Для безопасного и быстрого набора программ может быть использован накладной бумажный шаблон. Шаблон накладывают на штекерную панель, а штекеры вводят в гнезда через отверстия в шаблоне, пробитые в соответствии с программой. Таким же образом можно сохранить программу для дальнейшего использования.
Распространенными программаторами механического типа являются кулачковые командоаппараты и программаторы с перфолентами.
Кулачковые командоаппараты - это программаторы механического типа с кинематическим заданием программы. В гнезда барабана 2 командоаппарата (рис. 5, б) закладывают шарики или штифты 1, которые при его повороте воздействуют на электрические контакты или конечные выключатели 3, включая цепи соответствующих исполнительных органов. Барабан приводится во вращение храповым механизмом с электромагнитом или шаговым двигателем.
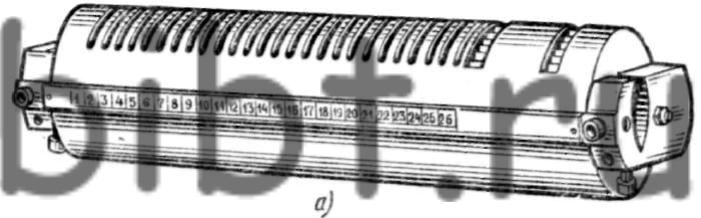
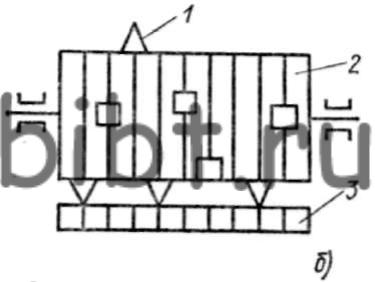
Рис. 5. Кулачковый командоаппарат:
а - общий вид; б - принцип действия
Число гнезд по окружности барабана (рис. 5, а) определяет число возможных этапов программы, число гнезд вдоль образующей барабана - максимально возможное число программируемых параметров. Шарики, как и штекеры в штекерных панелях, можно закладывать в гнезда в явной или кодированной форме. Явный ввод программы удобнее, но при большом числе задаваемых параметров приходится применять кодированный ввод.
Программаторы с перфолентами или перфокартами применяют при большом объеме информации. Такие программоносители можно хранить и использовать вновь. Считывание программы осуществляется либо электромеханическим способом, либо фотоэлементами.
Системы ЦПУ должны иметь малую стоимость и соответственно максимальную унификацию элементов, к тому же в зависимости от сложности обработки они должны осуществлять как простые, так и сложные действия по автоматическому управлению. С этой точки зрения наиболее удобны универсальные системы ЦПУ, построенные с использованием микроэлектроники. К таким системам относятся программируемые контроллеры (или программируемые командоаппараты).
Программируемый контроллер - это управляющая логическая машина последовательного действия, созданная на базе вычислительной техники, релейной бесконтактной автоматики и циклового программного управления оборудованием. Они надежны и долговечны, имеют небольшие габариты, обеспечивают возможность быстрого изменения программы, легко специализируются в зависимости от конкретной обработки.
Программируемый контроллер (рис. 6) состоит из центрального процессора 1 (управляющего устройства), постоянного запоминающего устройства 2, входного 3 и выходного 4 устройств и сканатора 5 (генератора импульсов). К контроллеру можно подключить программную панель 6 (загрузчик программ), содержащую декадные переключатели и клавиши. Программу вводят последовательно нажатием клавишей с обозначением логических элементов. В режиме записи программа записывается в устройство 2 и запоминается в нем. В режиме работы сканатор 5 поочередно опрашивает (подключает к процессору 1) входное и выходное устройства. В процессоре 1 согласно программе производятся заданные логические операции, преобразующие состояния входов в состояния выходов. Если при очередном опросе изменилось состояние входов, то процессор согласно программе изменит состояние выходов. К контроллерам могут подключаться дисплеи, накопители на магнитных кассетах, печатающие устройства, регистрирующие состояние оборудования, затраты основного и вспомогательного времени, аварийные ситуации и т. д.
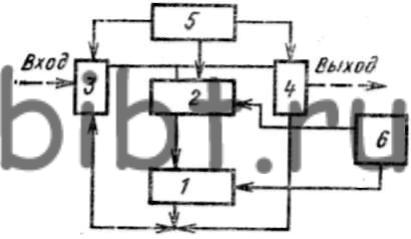
Рис. 6. Структурная схема программируемого контроллера
Устройства размерной наладки станка с ЦПУ обеспечивают требуемые величины перемещений рабочих органов. Чаще всего для этих целей используют групповые путевые переключатели, которые состоят из блока переключателей и блока упоров. Блок упоров представляет собой панель (рис. 7) или барабан с пазами, в которых в соответствии с чертежом обрабатываемой детали расставляются упоры, воздействующие на переключатели, также объединенные в единый конструкторский блок. Один из блоков закрепляют на неподвижной части станка, другой - на подвижной. При перемещении подвижной части кулачки всех пазов нажимают на свои переключатели, но требуемая команда выбирается схемой автоматики. Иногда панели упоров делают съемными, тогда они налаживаются вне станка с последующим уточнением наладки на станке.

Рис. 7. Панель упоров
На одной панели упоров могут быть расположены регулируемые (точные) и нерегулируемые (грубые) кулачки. У регулируемых упоров имеются микрометрические винты для точной установки. Вместо механических упоров могут применяться магнитные «упоры»- магнитные риски на латунном барабане. Магнитная головка, перемещаясь вдоль барабана и встречая такой штрих, дает сигнал на окончание данного этапа,