
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Цикл смены инструмента вертикального сверлильно-фрезерно-расточного полуавтомата 243ВМФ2 с ЧПУ. Схема работы автооператора. Магазин.
Зажим шпиндельной головки, стола, салазок и гильзы осуществляется автоматически по программе от асинхронных электродвигателей через ряд зубчатых передач (на схеме не показаны).
Механизм автоматической смены инструмента состоит из инструментального магазина и автооператора с приводом. Механизм удобно расположен для обслуживания, время смены инструмента составляет около 5 с.
Цикл смены инструмента (рис. 105). Магазин во время обработки подает инструмент в позицию загрузки-выгрузки. Автооператор поворачивается, захватывает инструмент, выносит его из магазина и опрокидывается до положения, когда оси шпинделя и инструмента параллельны (рис. 105, а-д). Гильза и шпиндельная головка перемещаются в крайнее верхнее положение, контролируемое микропереключателями; шомпол отжимает инструмент, но он остается пока в байонетном замке. Автооператор захватывает отработавший инструмент (рис. 105, е), в этот момент начинает вращаться шомпол и инструмент освобождается из замка, автооператор движением вниз извлекает инструмент из шпинделя. Затем автооператор поворачивается на 180° и вставляет очередной инструмент в шпиндель (рис. 105, ж-и). Далее автооператор совершает все движения в обратной последовательности, вставляя отработавший инструмент в свое гнездо. Одновременно происходит зажим нового инструмента в шпинделе. Так как шомпол вращается, то зуб инструмента западает в байонет, а ведущие выступы шпинделя - в пазы инструментальной оправки. Инструмент фиксируется в шпинделе, а шомпол замыкает байонетный замок и останавливается. Специальная схема контроля проверяет положение инструмента в шпинделе.
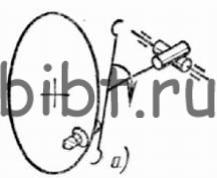
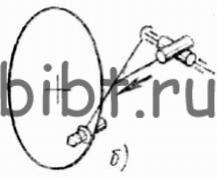

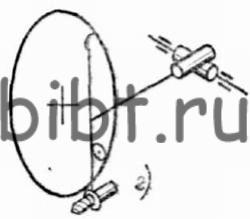
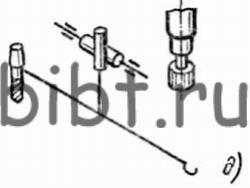
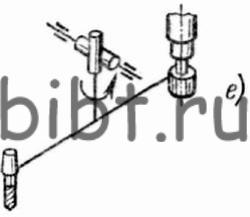
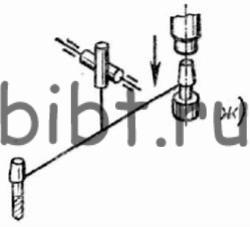
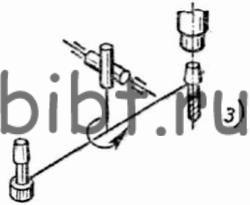
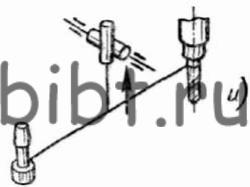
Рис. 105. Схема работы автооператора на станке 243ВМФ2
Магазин выполнен в виде барабана со втулками, в которые устанавливают инструмент. Втулки предохраняют хвостовики оправок от пыли и грязи. Оправки крепят в магазине с помощью пружин. С барабаном кинематически связаны три кодовых диска, лепестки которых проходят сквозь прорези бесконтактных конечных выключателей, закрепленных на корпусе. Выходные сигналы выключателей, закодированные в двоично-десятичном коде, обеспечивают выбор позиции барабана, т. е. кодируется гнездо магазина.
Вращение магазина (см. рис. 103, в) осуществляется от электродвигателя М8 (N = 0,18 кВт, n = 2800 мин-1) через червячную передачу z = 1-24, винт-вал XXXVII, зубчатую пару z = 51-34, передачи z = 2-30, z = 50-165 и вал XL, на котором расположен магазин. Уравнение кинематического баланса запишем из условия, что за один оборот винта-вала XXXVII магазин повернется на 1 шаг (1/30 оборота), так как в магазине 30 позиций:

При получении команды на поиск инструмента начинает вращаться червячное колесо z = 24 с внутренней резьбой. При этом вал XXXVII перемещается вдоль своей оси влево или вправо в зависимости от направления вращения до тех пор, пока фиксатор 1 не выйдет из продольного паза кулачка К1. При этом винт-вал начнет перемещаться в осевом направлении до тех пор, пока не сработает микропереключатель, дающий команду на останов электродвигателя.
Автооператор за цикл смены инструмента должен выполнить следующие движения: поворот, осевое перемещение и опрокидывание. От электродвигателя М9 (N = 0,12 кВт; n= 2760 мин-1) через червячную пару z = 1-60, зубчатые пары z = 20-30-157 получает вращение вал XLIV с сидящими на нем кулачками К2, К3, К4. На каждом кулачке дискового типа имеются замкнутые кривые, определяющие перемещения автооператора. От кулачка К2 с помощью толкателя через вал-рейку XLV, реечное колесо z = 28 и зубчатую пару z = 59-36 автооператор поворачивается вокруг центральной оси LII. От кулачка К3 через рейку и реечное колесо z = 27, вал XLVII, колеса z = 67-67-46 получает вращение полый вал L, который посредством реечного колеса z = 46 перемещает рейку модулем m = 1,5 и соответственно автооператор вдоль оси LII. Кулачок К4 через толкатель, рейку и реечное колесо z = 27, вал XLVIII и колеса z = 31-43-43-58 осуществляет поворот автооператора на 90° (опрокидывание).
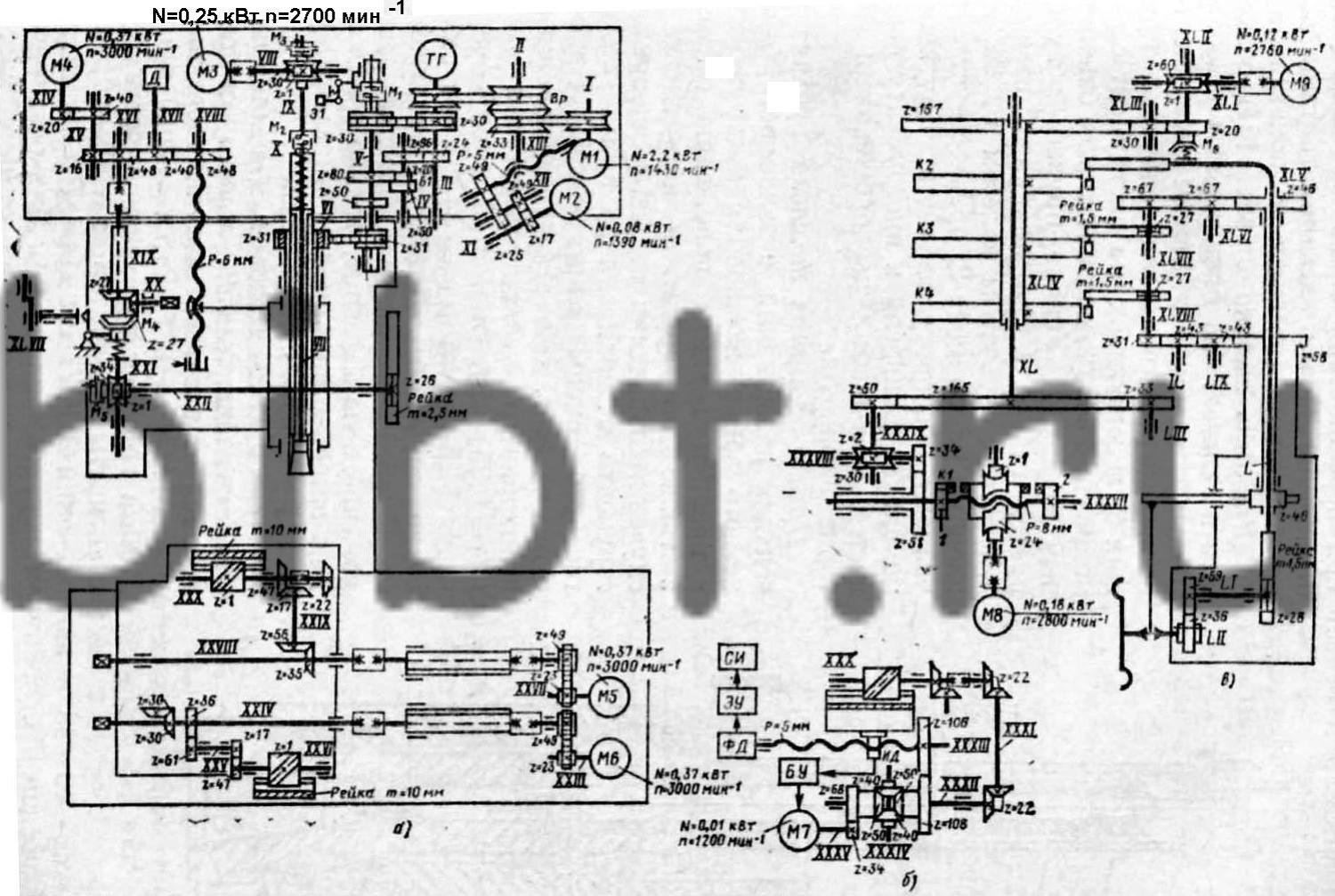
Рис. 103. Кинематическая схема вертикального сверлильно-фрезерно-расточного полуавтомата 243ВМФ2