
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематика горизонтального многоцелевого станка 6305Ф4 с ЧПУ. Автоматическая смена инструмента.
Кинематика станка. Главное движение, станка 6305Ф4 с ЧПУ, шпиндель IV получает от электродвигателя постоянного тока M1 типа ПБСТ-63 (N = = 7,8 кВт, n = 1500 мин-1) через передачи коробки скоростей z=22-46, z = 38-30 (или 23-45), z = 30-56 (или 45-41). Блок Б1 и электродвигатель обеспечивают изменение частот вращения шпинделя в трех диапазонах: 16-315, 400-630 и 800- 1600 мин-1. Блок Б1 переключается дистанционно от гидросистемы. Максимальная частота вращения шпинделя

где 2400 - максимальная частота вращения двигателя постоянного тока, используемая на станке. Муфта М1 - тормозная. Зажим инструмента в шпинделе осуществляется с помощью набора тарельчатых пружин, а отжим гидроцилиндром. Ориентация шпинделя в угловом положении при его останове для смены инструмента достигается воздействием пластины, вращающейся вместе со шпинделем, на бесконтактный конечный выключатель.
Движения подачи 6305Ф4 по координатам X', Y, Z осуществляются от шаговых двигателей типа ШД5-Д1 с гидроусилителями моментов через двухступенчатые беззазорные редукторы. Зазор в косозубых колесах устраняют подвинчиванием гаек.
Горизонтальное перемещение ползуна происходит от шагового двигателя М2 через передачи z = 22-55, z = 30-40 и пару винт- гайка качения VII.
Минимальная величина перемещения ползуна определится из выражения
Ползун зажимается автоматически от гидросистемы.
Вертикальное перемещение салазок осуществляется от шагового двигателя М3 через косозубые передачи z = 18-45, z = 21-42, винт-гайку качения X с шагом Р = 12 мм. Зажим салазок происходит с помощью пакета тарельчатых пружин, а отжим - от гидроцилиндров.
Продольное перемещение стол получает от шагового двигателя через беззазорный редуктор z = 18-45, z = 21-42 и пару винт- гайка качения с шагом Р = 6 мм (на схеме не показаны). Смазывание всех направляющих производится автоматически.
Круглый стол может иметь 24 фиксированных положения через 15°. Фиксация осуществляется храповым механизмом.
В круглом столе на равных расстояниях по окружности запрессованы 24 штыря, а в продольном столе на неподвижной оси расположен откидывающийся упор. От шагового двигателя М4 с гидроусилителем через конические зубчатые колеса z = 27-27 и беззазорную червячную передачу z = 1 -120 вращение передается круглому столу. Для фиксации круглого стола в требуемом положении необходимо, чтобы он вначале повернулся на несколько больший угол, а затем получил обратное вращение; при этом штырь упрется в откидывающийся упор, обеспечив необходимый точный угол. В столе имеется тяга, связанная с откидывающимся упором, с помощью которой можно упор отводить от штырей. В этом случае столу можно сообщить круговую подачу в любую сторону.
Автоматическая смена инструмента многоцелевого станка 6305Ф4. Магазин, имеющий в своих гнездах 24 инструмента, получает вращение от асинхронного электродвигателя М5 (N = 0,8 кВт, n= 1350 мин-1) через передачи z = 20-37, z = 22-60, z = 37-60 (или 40-65), z= 1-24. Реверс магазина обеспечивается переключением муфт М3 и М4. Муфта М2 - тормозная. Перемещается магазин (вверх-вниз) от гидроцилиндра Ц1. В магазине 1 (рис. 110) станка кодируется гнездо. Для этого на валу 3 имеется набор дисков 4, дающих команду на останов магазина в нужной позиции. Перед сменой инструмента магазин находится в верхнем (исходном) положении, а свободное гнездо, номер которого соответствует номеру инструмента, зажатого в шпинделе, находится в нижней точке магазина. Шпиндель ориентирован в определенном угловом положении. От гидроцилиндра 2 весь магазин перемещается к ползуну до момента, когда губки 5 и 6 захватят оправку с инструментом. Затем ползун перемещается в направлении от стола, а отработавший инструмент остается в гнезде магазина. Диск магазина 1 поворачивается до совпадения оси нужного инструмента с осью шпинделя и в этом положении фиксируется с помощью гидроцилиндра. После этого ползун надвигается на диск магазина и новый инструмент вставляется в шпиндель ползуна. Магазин возвращается в исходное положение.
Увеличить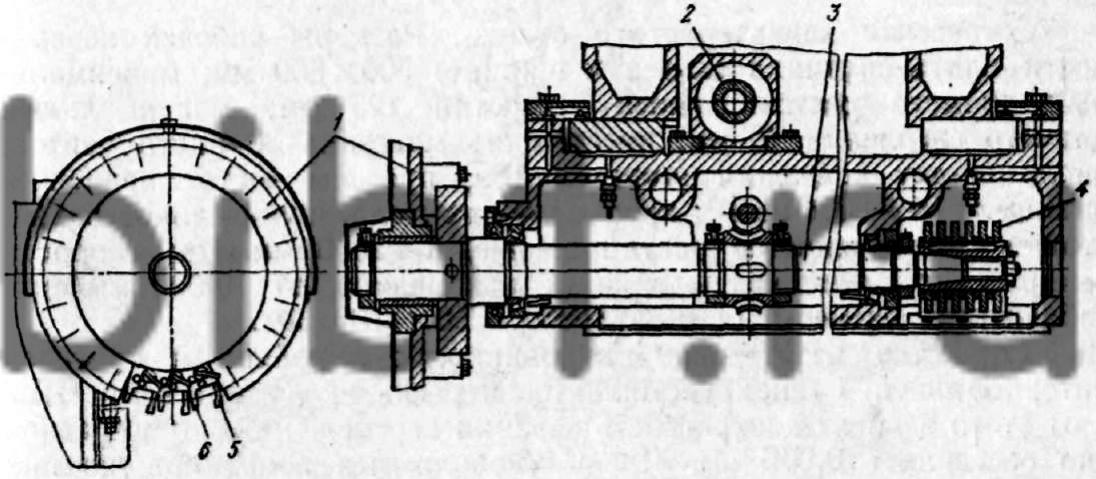
Рис. 110. Магазин станка 6305Ф4
Увеличить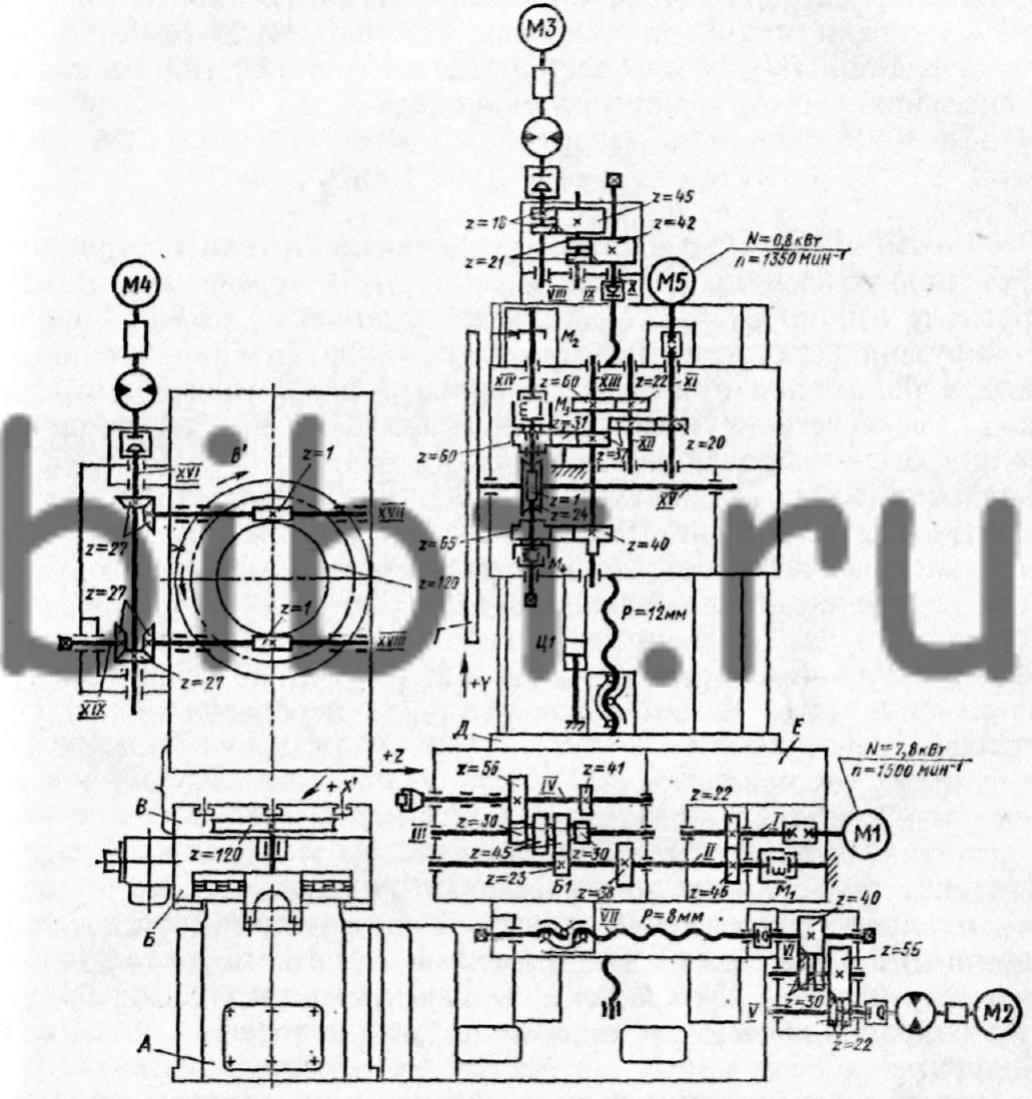
Рис. 109. Кинематическая схема горизонтального многоцелевого станка 6305Ф4 с ЧПУ