
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. МНОГОЦЕЛЕВОЙ СТАНОК ИР500ПМФ4 С ЧПУ. Техническая характеристика.
Станок ИР500ПМФ4 предназначен для обработки корпусных заготовок; на нем можно производить сверление, зенкерование, растачивание точных отверстий, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками. Поворотный стол станка устанавливается в 72 позиции с точностью ±5", что позволяет обрабатывать соосные отверстия консольным инструментом с поворотом стола. Станок оснащается гидромеханическим устройством для автоматической смены столов-спутников, которое находится перед станком и обеспечивает ориентацию и фиксацию стола-спутника и его загрузку-разгрузку. Станок может поставляться и в комплекте с накопителем столов-спутников - это уже гибкий производственный модуль. Высокая степень автоматизации станка позволяет встраивать его в автоматические линии и автоматизированные производства с управлением от ЭВМ. Класс точности станка П.
Техническая характеристика станка ИР500ПМФ4 с ЧПУ. Размеры рабочей поверхности плиты-спутника (длина X ширина) 500x500 мм; максимальный диаметр растачиваемого отверстия 125 мм; максимальный диаметр сверления 40 мм; вместимость магазина 30 инструментов; число частот вращения шпинделя 89; пределы частот вращения шпинделя 21-3000 мин-1; пределы подач стола, шпиндельной бабки, стойки (бесступенчатое регулирование) 1-2000 мм/мин; скорости быстрых перемещений подвижных механизмов до 10 000 мм/мин; габаритные размеры станка 6000x3750x3100 мм.
Устройство ЧПУ- комбинированное с линейной и круговой интерполяцией. Станок укомплектован разными устройствами ЧПУ и от этого зависит дискретность задания перемещений, но в среднем она составляет 0,002 мм. Число управляемых координат /из них одновременно 3/2. Имеется 79 корректоров (эта цифра меняется в разных типах устройств ЧПУ). Ввод программы с перфоленты (код. ISO, EUA) или от ЭВМ; считывание с перфоленты-фотоэлектрическое, отрабатываются автоматические циклы по ISO. Некоторые из устройств ЧПУ, работающих со станком, имеют диагностику неисправностей механических, электрических, электронных и гидравлических систем станка.
Компоновка, основные механизмы и движения в станке. По направляющим станины 9 (рис. 111) перемещается в продольном направлении стойка 4 (подача по оси Z). Шпиндельная бабка 3 бесконсольная, расположена внутри стойки и имеет вертикальную подачу по оси Y. Поворотный стол 1 получает поперечную подачу по оси X'. На верхнем торце стойки расположен магазин 6, из которого инструмент передается в шпиндель автооператором 5. Жесткий шпиндель и базовые детали с большим числом ребер обеспечивают высокую жесткость и виброустойчивость.
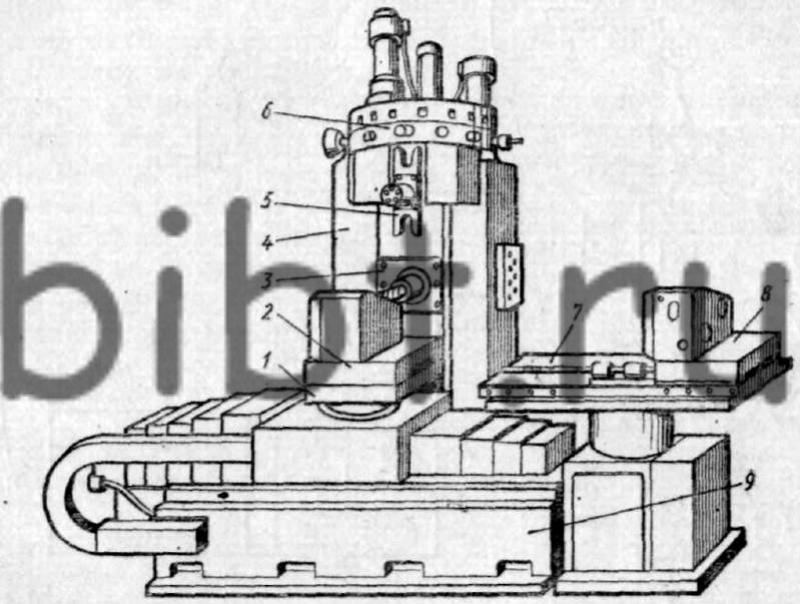
Рис. 111. Станок ИР500ПМФ4
Двухпозиционный поворотный стол 7 значительно сокращает время смены заготовок. Пока на спутнике 2 ведется обработка одной заготовки, другую устанавливают на столе-спутнике 8. После окончания обработки спутник 2 автоматически передвигается вправо на стол 7, который после этого поворачивается на 180°. Спутник 8 с заготовкой поступает на поворотный стол 1 для обработки, обработанная же деталь снимается со спутника 2 и вместо нее закрепляют следующую заготовку.