
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ. Схема работы бесцентрово-шлифовального станка.
Бесцентрово-шлифовальные станки широко применяют в крупносерийном и массовом производстве. Различают станки для наружного и внутреннего шлифования деталей. Основным параметром бесцентрово-шлифовальных станков является наибольший диаметр шлифуемой поверхности. Эти станки высокопроизводительны, обеспечивают хорошую точность и качество обрабатываемой поверхности.
Схема шлифования наружной поверхности на бесцентрово-шлифовальном станке показана на рис. 122.
Заготовка 3, поддерживаемая ножом 4, располагается между шлифующим 1 и ведущим 2 кругами. Шлифующий круг вращается со скоростью v1= 30... 50 м/с и снимает припуск с заготовки. Ведущий круг имеет скорость V2= = 0,2 ... 1 м/с и вращает заготовку со скоростью круговой подачи v3.
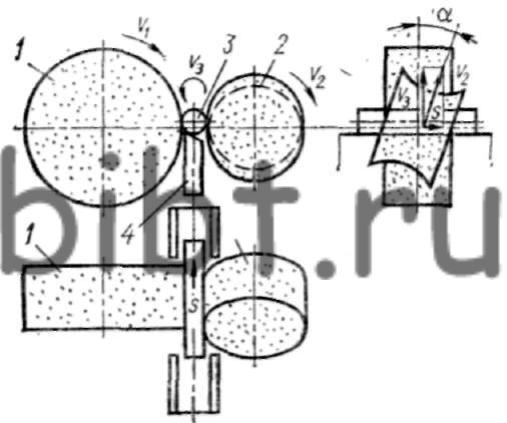
Рис. 122. Схема работы бесцентрово-шлифовального станка
При работе на бесцентровых круглошлифовальных станках применяют два метода: продольной подачи и врезания. Метод продольной подачи используют для обработки гладких цилиндрических заготовок или цилиндрических участков наибольшего диаметра. Ведущий круг (или опорный нож) устанавливают под углом α = 1,5 ... 6° при предварительном и под углом α = 0,5 ... 1,5° при окончательном чистовом шлифовании. В результате разложения скорости ведущего круга v2 возникает продольная подача S = v2 sin α (м/мин). Подача будет тем больше, чем больше угол α.
Для обеспечения цилиндричности ось заготовки 3 должна располагаться выше оси центров кругов 1 и 2 примерно на 0,15-0,25 диаметра заготовки. Шлифующий круг (а при наклонном расположении ножа оба круга) заправляют по форме однополостного гиперболоида вращения для обеспечения линейного контакта ведущего круга со шлифуемой поверхностью.
Метод врезания применяют для обработки коротких, ступенчатых или фасонных заготовок. В этом случае принимают угол α = 0 (иногда α <= 1° для прижима заготовки к ножу), поэтому заготовка только вращается, а ведущий или шлифующий круг получают поперечную подачу в радиальном относительно детали направлении. При шлифовании конических или фасонных поверхностей шлифующему кругу или обоим кругам правкой придают соответствующую форму рабочей поверхности.