
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ СТАНОК 3М182. Техническая характеристика.
Станок предназначен для шлифования гладких, ступенчатых, конических и фасонных поверхностей методами продольного и врезного шлифования.
Техническая характеристика шлифовального станка 3М182. Пределы диаметров устанавливаемой детали 0,8 ... 25 мм, максимальная длина обрабатываемой детали 170 мм; пределы частот вращения ведущего круга 17-150 мин-1 (изменяются бесступенчато); габаритные размеры станка 2230x1455x2120 мм.
Кинематика бесцентрово-шлифовального станка 3М182. Главное движение - вращение шлифовального круга происходит (рис. 123) от асинхронного электродвигателя M1 (N = 7,5 кВт, n= 1460 мин-1) через клиноременную передачу со шкивами диаметром D = 188 мм и D = 140 мм. Шпиндель круга установлен на подшипниках скольжения с самоустанавливающимися вкладышами.
Вращение ведущего круга 3М182 осуществляется от электродвигателя постоянного тока М2 типа ПБСТ-22 (N = 0,85 кВт; n= 204 ... 1800 мин-1) через червячную передачу z = 1-24. Наладочное перемещение бабки ведущего круга производят винтом III. Бабка ведущего круга вместе с ножом имеет возможность поворота в горизонтальной плоскости.
Движение врезания станка 3М182 получает шлифовальная бабка, перемещающаяся по направляющим качения. Врезание осуществляется гидравлически: ускоренный подвод производится цилиндром Ц2, а поперечная подача - цилиндром Ц1. Врезание происходит по следующему циклу: форсированная подача, подача для предварительной обработки, подача для окончательной обработки, выхаживание, ускоренный отвод.
Увеличить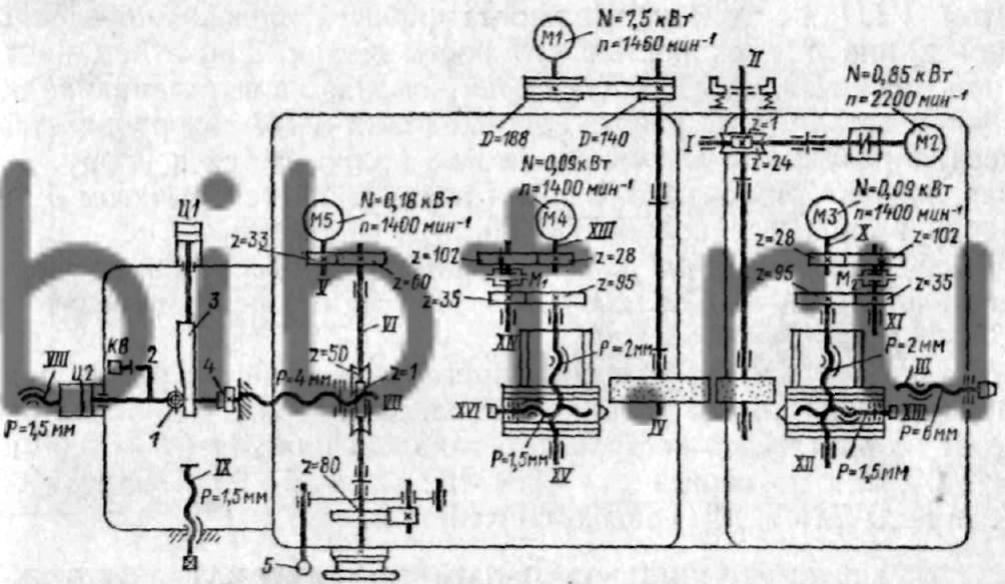
Рис. 123. Кинематическая схема бесцентрово-шлифовального станка 3М182
Шток цилиндра Ц2 является продолжением винта подачи VII. В нем имеется паз, через который проходит клип 3, закрепленный на штоке цилиндра Ц1. Клин 3 служит для того, чтобы плавно, со скоростью, определяемой наладкой, подвести и опустить шток-винт подачи на упор; после этого клин уходит несколько дальше (отрывается от ролика 1, встроенного в шток) и происходит выхаживание на упоре 4. Регулирование рабочего хода осуществляется винтом VIII по лимбу. Величина рабочей подачи определяется углом клина 3 и скоростью его перемещения. Нажатием винта 2 на конечный выключатель KB дается команда на выталкивание обработанной детали. При работе напроход винт VIII заворачивается до отказа, в результате чего шток жестко прижимается к упору. Толчковая подача шлифовальной бабки осуществляется рычагом 5 через собачку и храповое колесо z = 80.
Быстрое перемещение шлифовальной бабки шлифовального станка 3М182 обеспечивает электродвигатель М5 (N = 0,18 кВт; n=1400 мин-1) через передачи z = 33-60; z = 1-50.
Механизмы правки шлифовального и ведущего кругов унифицированы. Они имеют шариковые направляющие. Привод правки состоит из двигателей постоянного тока М3 или М4 (N = 0,09 кВт; n= 1400 мин-1), передач z = 28-102, z = 35-95 и винтов XII, XV. Муфты М1 и М2 предохранительные.