
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. ВНУТРИШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ 3К227Б. Техническая характеристика.
Внутришлифовальные станки предназначены для шлифования отверстий цилиндрической и конической форм, а также торцов заготовки. Эти станки делятся на обычные и планетарные. Обычные станки наиболее распространены, планетарные же используют только для обработки крупных или несимметричных заготовок (см. рис. 121, г). Основным параметром, характеризующим внутри-шлифовальные станки, является наибольший диаметр шлифуемого отверстия.
Внутришлифовальный полуавтомат 3К227Б предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий, а также для шлифования торцов в условиях серийного и массового производства.
Класс точности станка П. Контроль размера диаметра обрабатываемого отверстия и управление рабочим циклом осуществляется от механизма поперечной подачи станка.
Техническая характеристика станка 3К227Б. Пределы диаметров шлифуемого отверстия 20-100 мм, наибольшая длина шлифования 125 мм; пределы частот вращения шпинделя заготовки 320 ... 800 мин-1; частоты вращения внутришлифовального шпинделя: 9000, 12 000, 18 000, 24 000 мин-1; пределы поперечных подач 0,13- 1,3 мм/мин; габаритные размеры станка 2700 x 1265 x 1750 мм.
Основные механизмы внутришлифовального станка 3К227Б. На станине А (рис. 124) установлены плита Б с бабкой заготовки В и аппарат правки Г. По направляющим качения станины перемещается стол Е, на поперечных направляющих стола размещена шлифовальная бабка Д. Торце-шлифовальное приспособление Ж смонтировано на корпусе бабки заготовки.
Увеличить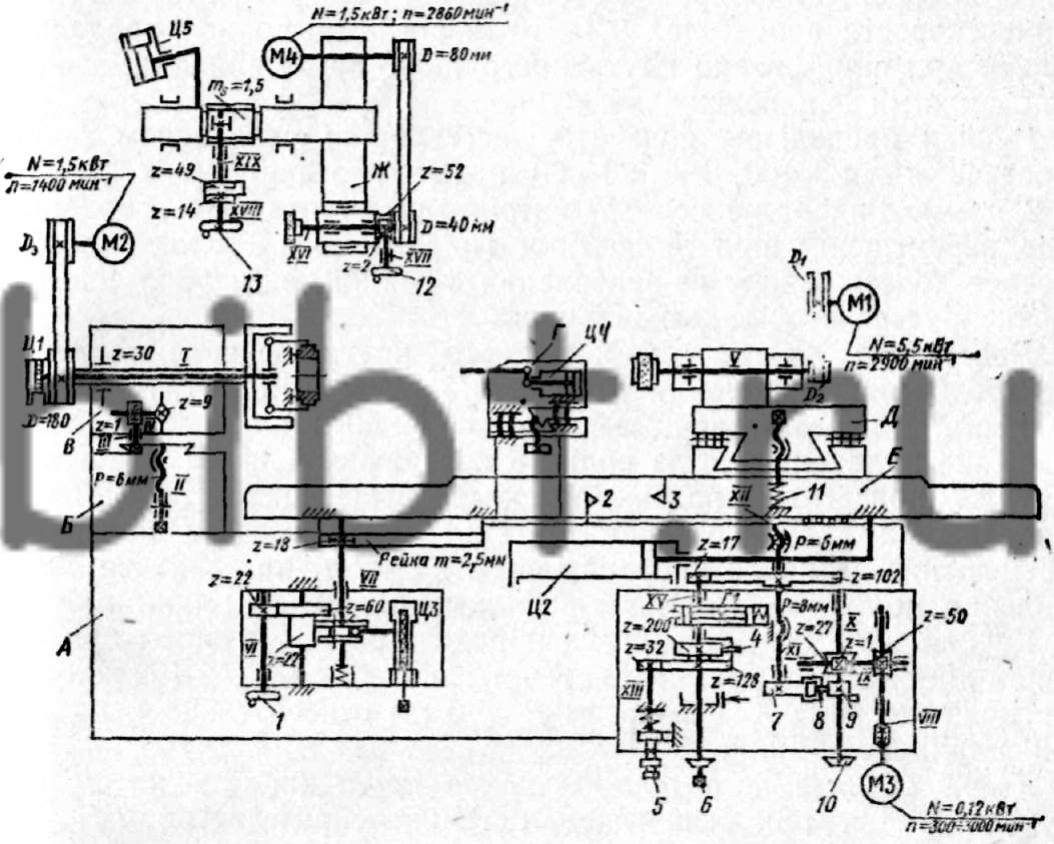
Рис. 124. Кинематическая схема внутришлифовального полуавтомата 3К227Б
Кинематика внутришлифовального полуавтомата 3К227Б. Главное движение - вращение шлифовального круга осуществляется от асинхронного электродвигателя M1 (N = 5,5 кВт, n= 2900 мин-1) через плоскоременную передачу со сменными шкивами D1 и D2, что позволяет изменять частоту вращения шпинделя V.
Круговая подача - вращение заготовки осуществляется от асинхронного электродвигателя М2 (N = 1,5 кВт, n= 1400 мин-1) через клиноременную передачу; частота вращения шпинделя I изменяется за счет сменных шкивов на электродвигателе бабки заготовки. Поворот бабки заготовки при шлифовании конических отверстий осуществляется через червячную передачу z = 1-30 и звездочку z = 9 на валу IV, находящуюся в зацеплении с цепью, закрепленной на салазках моста. Наладочное поперечное перемещение бабки В производят винтом II, а зажим заготовки осуществляется с помощь гидроцилиндра Ц1.
Продольная подача станка 3К227Б - возвратно-поступательное движение стола происходит от гидроцилиндра Ц2. Стол перемещается по направляющим качения. Гидропривод обеспечивает бесступенчатое регулирование скорости в пределах 0,1 -10 м/мин. Для тонкой продольной подачи при шлифовании внутреннего торца заготовки предназначен неподвижный 2 и подвижный 3 упоры.
Ручная продольная подача осуществляется маховичком 1 через передачи z = 22-60, z = 22-60 и реечную пару (z = 18, m = = 2,5 мм). Гидроплунжер Ц3 автоматически отключает механическое перемещение при включении гидропривода стола. При этом реечное колесо выйдет из зацепления с рейкой, а гидроплунжер Ц3 зафиксируется с помощью шариков.
Поперечная подача полуавтомата 3К227Б шлифовального круга осуществляется от электродвигателя постоянного тока М3 (N = 0,12 кВт, n = 300 ... 3000 мин-1); через червячные пары z = 1-50 и z = 1-27 получает вращение кулачок 9, тогда ролик 8 поворачивает через толкатель 7 винт XI поперечной подачи, который, перемещаясь относительно неподвижной гайки, отталкивается от нее и создает поперечное перемещение бабки по направляющим качения, преодолевая сопротивление пружины 11. Отсчет перемещения ведется по лимбу 10.
Ручная наладочная поперечная подача осуществляется при вращении лимба 6, при этом через зубчатые колеса z = 17-102 получает перемещение винт XII с шагом Р = 6 мм относительно неподвижной шариковой гайки.
Компенсация износа шлифовального круга (подача на правку). осуществляется при перемещении гидрораспределителя Г1, конструктивно связанного с собачкой 4, которая поворачивает храповик z=200. Далее движение передается аналогично ручным наладочным перемещениям. Установку величины компенсации производят маховичком 5, связанным муфтой М1 с колесом z = 32. При повороте колеса z = 32 получает вращение сектор z=128, с которым жестко связана перекрыша. Перекрыша поворачивается на соответствующий угол и в зацепление с собачкой 4 входит определенное число зубьев храповика, тем самым изменяется величина подачи при правке от 0,005 до 0,05 мм. Минимальную подачу получим при повороте храповика на один зуб

Цикл работы станка 3К227Б зависит от расположения упоров, установленных на кулачке 9. При вращении кулачка упоры поочередно нажимают на рычаги, действующие на соответствующие микро-переключатели, которые дают команды механизмам, управляющим рабочим циклом станка. Цикл включает подвод стола в рабочую зону, быстрый подвод шлифовальной бабки, первое предварительное шлифование, предварительное выхаживание, быстрый отвод шлифовальной бабки, первую правку круга, быстрый подвод бабки, второе предварительное шлифование, предварительное выхаживание, быстрый отвод бабки, вторую правку круга, быстрый подвод бабки к детали, чистовое шлифование, чистовое выхаживание, быстрый отвод круга и стола, зарядку механизма подач.
Аппарат правки поворачивается в рабочее положение и обратно гидроплунжером Ц4.
Торцешлифовальное приспособление внутришлифовального полуавтомата 3К227Б служит для шлифования наружного торца заготовки. Круг получает вращение от асинхронного электродвигателя М4 (N = 1,5 кВт, n = 2860 мин-1) через клиноременную передачу. Наладочное ручное перемещение круга осуществляется маховичком 13 через колеса с внутренним зацеплением z = 14-49, реечное колесо z = 1 и круглую рейку ms =1,5 мм. Тонкая подача круга на врезание осуществляется маховичком 12 через червячную пару z = 2-52; на ступице червячного колеса z = 52 выполнена резьба, сопрягающаяся с наружной резьбой гильзы торцового шпинделя. Поворот хобота с торцовым шпинделем в рабочее положение осуществляется гидроплунжером Ц5.