
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. СТАНКИ ДЛЯ ФИНИШНОЙ ОБРАБОТКИ. Хонинговальные станки. Притирочные станки. Для суперфиниширования.
Станки для финишной обработки предназначены для исправления отклонений от геометрической формы деталей и получения высокого качества поверхности.
Хонинговальные станки применяют для обработки внутренних и реже наружных поверхностей. Хонинговальная головка (рис. 127) получает одновременно вращательное и возвратно-поступательное движение. В корпусе 3 головки установлена оправка с абразивными брусками 1 тонкой зернистости. Бруски имеют радиальное перемещение от конусов 2, раздвигающих бруски в конце каждого двойного хода (конуса продвигаются пружиной 5). Для возможности самоустановки хонинговальной головки ее соединяют со шпинделем станка с помощью универсальных шарниров 4 и 6. Хонинговальные станки выпускают универсальные и специальные, одно- и многошпиндельные в горизонтальной, вертикальной и наклонной компоновках. Привод шпинделя аналогичен приводу шпинделя вертикально-сверлильного станка. Возвратно-поступательное перемещение хона происходит гидравлически. Хонингование позволяет получить высококачественную поверхность, а также устранять небольшие неточности формы (овальность, конусообразность и т. д.). Точность обработки - 6-й квалитет включительно.
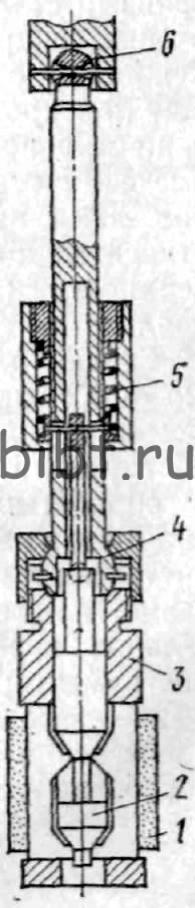
Рис. 127. Хонинговальная головка
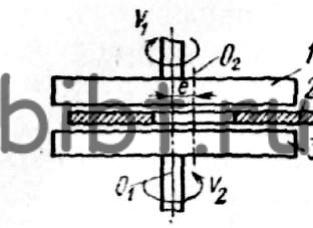
Рис. 128. Схема притирки
Притирочные станки бывают универсального и специального назначения, на них обрабатывают различные наружные и внутренние поверхности. Притирку производят мелкозернистым абразивом, смешанным со смазочным материалом и нанесенным на поверхность заготовки или инструмента - притира, выполненного из чугуна, бронзы, стали и т. д. Заготовки (рис. 128) свободно вкладывают в окна сепаратора 2, форма которого зависит от формы заготовки. Сепаратор с заготовками устанавливают с эксцентриситетом е между притиром 1 и диском 3. Притир и диск вращаются вокруг оси O1 в противоположные стороны о разными скоростями. Сепаратор, имеющий ось O2, получает горизонтальное возвратно-поступательное движение от отдельного привода. Возникающее сложное относительное движение обеспечивает высокое качество поверхности (до Ra = 0,32 мкм) и точность обработки до 6-го квалитета.
Станки для суперфиниширования применяют для обработки до Ra = 0,1 мкм наружных (рис. 129, а), внутренних поверхностей тел вращения и плоских поверхностей (рис. 129, б). В качестве инструмента используют мелкозернистые бруски, прижимаемые к обрабатываемой поверхности пружинами или гидравлически. Припуск на эту операцию почти не оставляют. В процессе обработки инструмент и заготовка получают следующие движения: 1 - вращение или круговое движение заготовки; 2 - возвратно-поступательное перемещение инструмента; 3 - колебательное движение инструмента; 4 - вращение инструмента; 5 - колебательное движение заготовки. Получаемое сложное относительное движение и обеспечивает высокое качество поверхности. Продолжительность обработки устанавливают по реле времени.
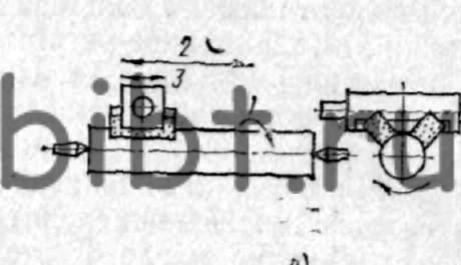
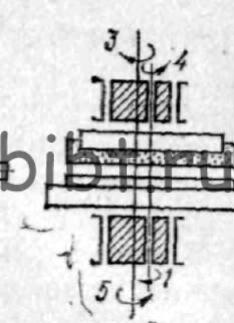
Рис. 129. Схема движений при суперфинишировании