
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 17. ШЛИФОВАЛЬНЫЕ СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ.
§ 1. НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ШЛИФОВАЛЬНЫХ СТАНКОВ.
Системами ЧПУ оснащают круглошлифовальные, внутри-шлифовальные, плоскошлифовальные, бесцентрово-шлифовальные, контурошлифовальные и другие станки. При этом возникают технические трудности, которые объясняются следующими причинами. Процесс шлифования характеризуется, с одной стороны, необходимостью получения высокой точности и качества поверхности при минимальном рассеянии размеров, с другой стороны - особенностью обрабатывающего инструмента, заключающейся в быстрой потере размерной точности шлифовального круга вследствие его интенсивного изнашивания в процессе работы. Следовательно, в станке необходимы механизмы автоматической компенсации изнашивания шлифовального круга. Система ЧПУ должна быть замкнутой для компенсации деформаций системы СПИД, температурных погрешностей, разных припусков на заготовках, неточностей станка и т. д. Измерительные системы должны иметь высокую разрешающую способность, обеспечивающую жесткие допуски на точность позиционирования, например, в круглошлифовальных станках такие приборы обеспечивают непрерывное измерение диаметров в процессе обработки с относительной погрешностью не более 2 X 10-5 мм. Контроль продольных перемещений стола должен осуществляться с погрешностью не более 0,1 мм для круглошлифовальных станков и 0,02-0,03 мм для торцекруглошлифовальных.
Из-за большого количества неопределенной технологической информации, содержащейся в программе, нецелесообразно использовать программоноситель на перфоленте. Поэтому для шлифовальных станков часто используют системы типа CNC. Для этих систем характерно управление по 3-4 координатам, но в станках, работающих несколькими кругами, возможно управление по 5-6 и даже 8 координатам. Взаимосвязь между оператором и системой ЧПУ (CNC) шлифовального станка в большинстве случаев осуществляется в диалоговом режиме с помощью дисплея. Имеется также возможность дистанционного ввода программ от центральной ЭВМ при включении станка в автоматизированный участок. Применяются встроенные диагностические системы, повышающие надежность станков.
Наиболее распространены круглошлифовальные станки с ЧПУ, дающие максимальный эффект при обработке с одной установки многоступенчатых деталей типа шпинделей, валов электродвигателей, редукторов, турбин и т. д. Производительность повышается в основном в результате снижения вспомогательного времени на установку заготовки и съем готовой детали, на переустановку для обработки следующей шейки вала, на измерение и т.д. При обработке многоступенчатых заготовок на круглошлифовальном станке с ЧПУ достигается экономия времени в 1,5-2 раза по сравнению с ручным управлением.
Профилешлифовальные станки с ЧПУ в отличие от оптических профилешлифовальных станков имеют высокую производительность и не требуют для обслуживания высококвалифицированных операторов. Станки этого типа выпускают с вертикальным шпинделем (контурно-шлифовальные) и с горизонтальным шпинделем (профилешлифовальные).
В профилешлифовальном станке 3Г95Ф3 формообразующие движения для обработки профиля А-Б (рис. 130) заготовки 1 осуществляются с помощью шаговых двигателей ШД5-Д1 через червячные редукторы и передачи винт-гайка качения. Обеспечивается перемещение стола по координатам X'-Y' с дискретностью 0,00025 мм. Ориентация круга 3 относительно оси 0-0 задается программируемым шаговым двигателем. Правка круга алмазным инструментом 2 осуществляется по команде от программы. Шлифовальный круг подается при правке с помощью храпового механизма, одновременно от привода осуществляется поворот круга. Имеется осветитель и проектор для наблюдения и контроля готовой детали. Станок обеспечивает шероховатость поверхности Ra=0,32-:-0,16 мкм и точность профиля около 10 мкм.
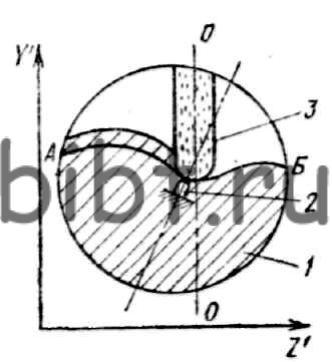
Рис. 130. Схема обработки на профилешлифовальном станке с ЧПУ
Наметилась тенденция к созданию многоцелевых шлифовальных станков для обработки в патроне с одного установа внутренних и внешних поверхностей заготовок типа тел вращения. Такие станки часто имеют несколько шлифовальных шпинделей и могут входить в гибкий производственный модуль, обслуживаемый промышленным роботом. В этом случае станок должен иметь автоматическую смену инструмента либо с целью замены изношенного круга, либо круга, соответствующего обрабатываемому отверстию. Вместимость магазина инструментов 12-18 шт.