
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ЗУБОСТРОГАЛЬНЫЙ СТАНОК 5Т23В. Техническая характеристика.
Прямозубые конические зубчатые колеса нарезают методом копирования и методом обкатывания. Метод копирования применяют для чернового нарезания зубьев на универсально-фрезерных станках специальными дисковыми фрезами. В современных станках в основном используют метод обкатывания.
Зубострогальный станок 5Т23В работает по методу обкатывания и предназначен для чернового и чистового нарезания прямозубых конических колес в условиях серийного и массового производства.
Техническая характеристика зубострогального станка 5Т23В. Наибольший диаметр нарезаемых зубчатых колес 125 мм; число зубьев нарезаемых колес 12-100; пределы ходов резца в минуту 210-820 дв. ход/мин, габаритные размеры станка 1620x1050x1415 мм.
Принцип работы станка 5Т23В. В станине 1 (рис. 144) смонтирована обкатная люлька 2 с закрепленными на ней в ползунах 6 резцами 7. По продольным направляющим станины может перемещаться стол 5, несущий бабку 4 станка. Круговые направляющие позволяют поворачивать бабку станка с заготовкой 3, зажатой в гидравлическом патроне, на угол φм.
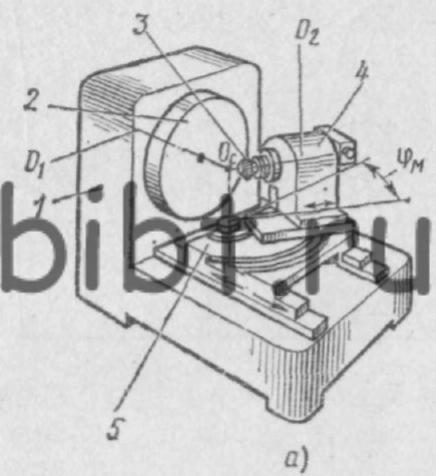
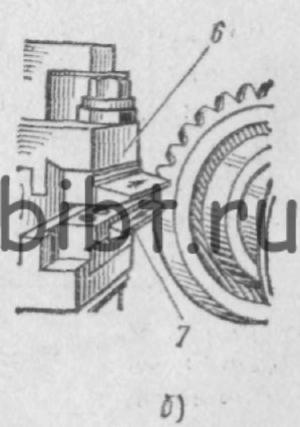
Рис. 144. Схема работы станка 5Т23В
В станке имитируется зацепление нарезаемого конического колеса (заготовки) с воображаемым коническим колесом, которое называют производящим. В данном случае люльку с резцами, имеющими прямолинейный профиль, можно рассматривать как производящее колесо. Для формообразования боковых поверхностей зуба нужны следующие движения: главное движение - возвратно-поступательное перемещение резцов; возвратно-качательное движение люльки вокруг оси О1 и связанное с ним кинематически вращение заготовки вокруг оси O2 (обкаточное движение); поворот заготовки для обработки следующего зуба (деление).
Цикл обработки начинается с подвода резцов к заготовке; затем включается обкаточное движение. Люлька и заготовка вращаются вместе до тех пор, пока не будет образован профиль зуба. Затем заготовка отводится от резцов и продолжает вращаться в том же направлении, а люлька с резцами быстро движется в обратном направлении до исходного положения. За время обратного хода люльки заготовка повернется на целое число зубьев zi и начнется обработка следующего зуба, а после обработки всех зубьев станок автоматически выключается.
При обработке конических колес с углом начального конуса от 70 до 85° в начале рабочего цикла одновременно с обкаточным движением происходит врезание, которое прекращается при достижении определенной глубины (комбинированное резание).
Увеличить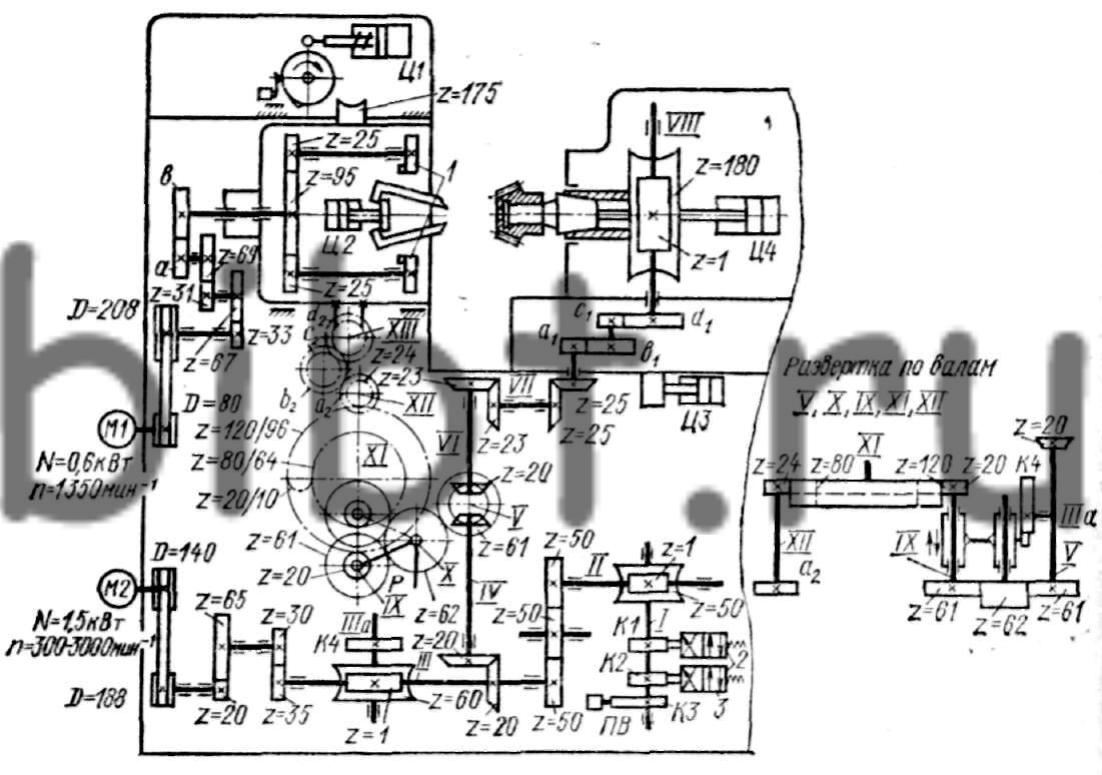
Рис. 145. Кинематическая схема зубострогального станка 5Т23В