
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематическая схема зубострогального станка 5Т23В.
Кинематика станка. Главное движение зубострогального станка 5Т23В (рис. 145) передается от электродвигателя M1 (N=0,6 кВт, n=1350 мин-1) через клино-ременную передачу, зубчатые пары z=33-67, z=31-69, сменные колеса а-b, зубчатую пару z = 95-25 к двум кривошипным дискам 1. От дисков 1 через систему рычагов получают возвратно-поступательное движение ползуны с резцами, которые за каждый оборот дисков 1 совершают один двойной ход. Уравнение кинематического баланса для цепи главного движения

Число двойных ходов в минуту определяется

где v - скорость резания, м/мин; L - длина хода (L=b+2-:-3 мм); b - длина зуба, мм.
Из паспорта станка известно, что а + b = 100. К станку прилагается набор из восьми сменных колес: 31, 36, 41, 47, 53, 59, 64, 69.
Движение подачи. Станок 5Т23В является полуавтоматом и управляется распределительным валом I, который за время цикла tц (обработка одного зуба) делает один оборот.
Увеличить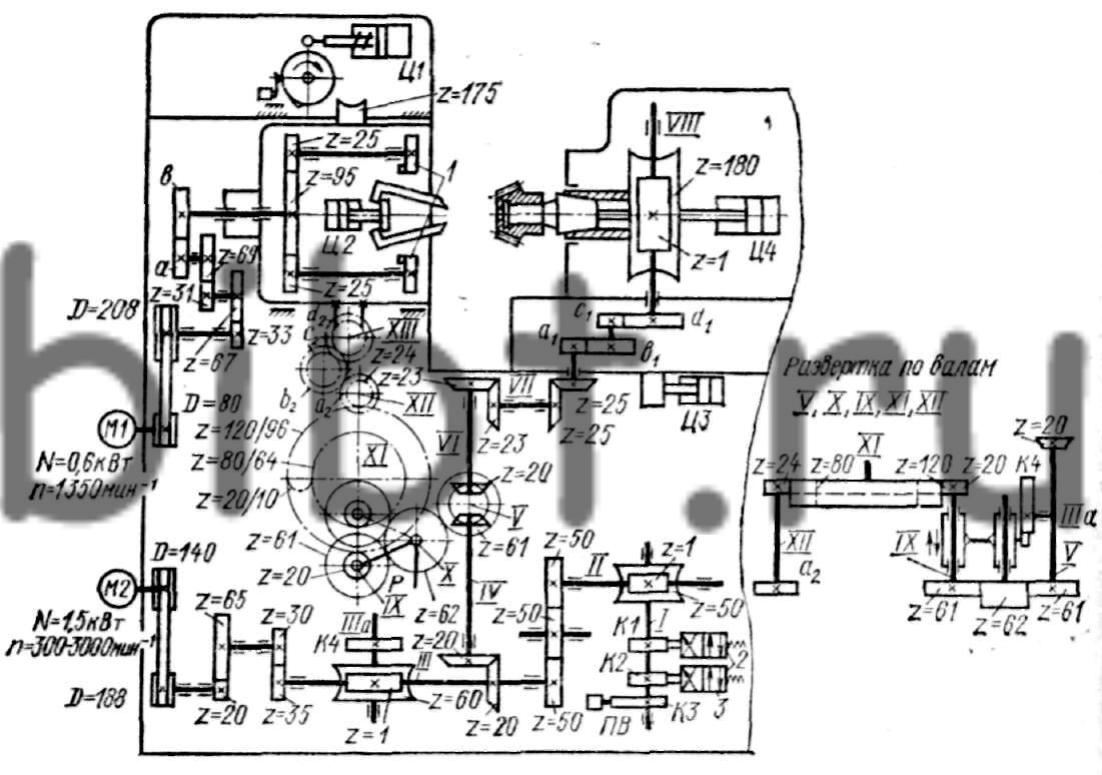
Рис. 145. Кинематическая схема зубострогального станка 5Т23В
Движение к распределительному валу передается от электродвигателя постоянного тока М2 (N = 1,5 кВт, n=300-3000 мин-1) через клиноременную передачу с диаметрами шкивов D=140 мм и D = 188 мм, через зубчатые колеса z=20-65, z=30-35, z=50-50-50 и червячную пару z = 1-60. Уравнение кинематической цепи подачи

где tц=tр+tв (tр - время рабочего хода; tв - время вспомогательного хода; tв≈3с).
В паспорте станка имеется таблица соответствия частоты вращения двигателя М2 рабочему времени цикла tр.
Необходимую частоту вращения nд устанавливают вращением рукоятки потенциометра по показаниям тахометра.
На распределительном валу I установлены три кулачка; кулачки К1 и К2 переключают гидрораспределители 2, 3 цилиндров Ц2 отвода резцов и счетчика циклов Ц1, кулачок К3 через путевой выключатель ПВ дает команду двигателю М2 на рабочую или ускоренную частоту вращения.
Вращение заготовки (деление) на целое число зубьев zi происходит за один оборот распределительного вала. Число zi не должно иметь общих множителей с числом зубьев нарезаемого колеса z. Это необходимо для того, чтобы инструмент попадал каждый раз в новую впадину. Вращение заготовки происходит от вала I через передачи z=60-1, z=50-50-50, z=20-20, z=23-23, z=25-25, гитару деления а1-b1, c1-d1 делительную червячную передачу z=1-180.
Расчетное уравнение составляется из условия, что за один оборот распределительного вала I заготовка повернется на zi/z об.:

Из уравнения выводим формулу наладки гитары деления
Цепь обкатывания зубострогального станка 5Т23В связывает поворот люльки, выполняющей роль производящего колеса, с заготовкой. От люльки движение передается через червячную пару z=175-1, гитару обкатывания d2-c2; b2-a2, колесо z = 24 - составное колесо - колесо z = 20 (на валу IX) - колеса z = 61-62-61, z = 20-20 и далее по цепи деления, рассмотренной выше. Составное колесо позволяет при неизменном направлении вращения колеса z = 20 получать возвратно-вращательное движение люльки. Составное колесо состоит из венца внутреннего зацепления с 80 зубьями, венца наружного зацепления со 120 зубьями и двух полуколес внутреннего зацепления (z = 20). Вал IX ведущего колеса z = 20 находится на рычаге, который может поворачиваться относительно оси X и перемещаться вдоль нее, чем и достигается зацепление колеса z = 20 с составным колесом. Колесо z = 20 переводится с участка на участок составного колеса с помощью кулачка К4 и в зависимости от того, участвует колесо z = 20 в наружном или внутреннем зацеплении, происходит качание люльки в том или другом направлении.
Уравнение кинематического баланса составляется из условия, что при повороте люльки на 1/zпл оборота нарезаемое колесо повернется на 1/z оборота (zпл - число зубьев воображаемого плоского производящего колеса):

Подставляя в это уравнение значения

где φ1 - половина угла начального конуса, получим

Набор сменных колес гитар обкатки и деления: 30, 31, 33, 34, 36, 37, 39, 40, 41, 42, 43, 44, 46, 47, 48, 50, 52, 53, 54, 56, 58, 59, 60, 61, 62, 63, 64, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 78, 79, 80, 82, 83, 86, 89, 90, 91, 93, 94, 97, 100.
Угол качания люльки 9 зависит от параметров нарезаемого зубчатого колеса и выбирается таким, чтобы обеспечить полностью обкатку зуба. Люлька должна качаться в обе стороны на одинаковый угол.
Угол установки бабки заготовки станка 5Т23В φм (см. рис. 144) должен быть равен углу внутреннего конуса нарезаемого колеса. Ось заготовки с плоскостью вершин зубьев производящего колеса составляет угол ψ=φ1-γ, где φ1- половина угла начального конуса колеса, а γ- угол ножки зуба. Вершина начального конуса должна быть совмещена с центром станка.
Угол ω установки резцовых суппортов, равный углу конусности впадины (в угл. мин), определяется по формуле

где Le -длина образующей начального конуса, мм; hωf- высота ножки зуба колеса, мм; sв - ширина впадины зуба по дуге начальной окружности, мм.
Гидропривод служит для подвода, отвода, зажима и отжима заготовки, отвода резцов, управления счетчиком циклов.