
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. ЗУБООТДЕЛОЧНЫЕ СТАНКИ. Обкатные, зубопритирочные, зубошевинговальные станки.
Зубоотделочные станки служат для получения точной формы и размеров зубьев и улучшения качества их поверхности. Отделка зубьев производится методами обкатывания, шевингования, притирки, шлифования и хонингования. Обкатывание и шевингование применяют для отделки незакаленных колес, а шлифование, притирку, хонингование - для закаленных.
Обкатные станки предназначены для получения гладкой и уплотненной поверхности зубьев методом наклепа. Обрабатываемое колесо вводят в зацепление с тремя эталонными колесами. Прижим колеса к эталонным колесам осуществляется гидравлически. Периодически движение всех колес реверсируется. На отделку одного зуба затрачивается 0,1-1 с. При обработке на этих станках погрешности профиля шага не устраняются.
Зубопритирочные станки. Притираемое колесо насаживается на оправку, свободно вращающуюся в центрах, и вводится в зацепление с одним или несколькими чугунными притирами. Притир - это изготовленное с высокой точностью зубчатое колесо, зубья которого смазываются смесью масла с мелкозернистым абразивным порошком. Притиры получают вращение и возвратно-поступательное движение вдоль оси заготовки. Оси притиров и зубчатого колеса могут скрещиваться или быть параллельными между собой. После обработки зубьев с одной стороны притиры вращаются в обратном направлении и зубья обрабатываются с другой стороны. Притирка повышает степень точности и качество поверхности зубчатых колес.
Зубошевинговальные станки применяют для отделки поверхностей термически не обработанных и улучшенных колес. При относительном скольжении профилей обрабатываемого колеса и шевера с боковых поверхностей зубьев снимается стружка толщиной 0,005-0,1 мм. При обработке прямозубых колес применяют косозубый шевер и наоборот. Для обеспечения относительного проскальзывания профилей зубьев заготовку и шевер устанавливают под углом скрещивания 10-15°. Работа станка происходит следующим образом. Шевер 1 (рис. 147) получает вращение v1 (движение резания) и ведет за собой заготовку 2 (движение обкатывания v2). Заготовка установлена на оправке 3 в центрах передней и задней бабок, размещенных на специальном столе, обеспечивающем получение бочкообразного зуба. Стол 5 с заготовкой получает возвратно-поступательное движение подачи S1 по направляющим кронштейна 6; причем в конце каждого хода вращение шевера и заготовки реверсируется. Радиальная подача S2 (врезание) сообщается столу с заготовкой или шпиндельной головке.
В СССР выпускают зубошевинговальные полуавтоматы для обработки зубчатых колес диаметром до 4000 мм.
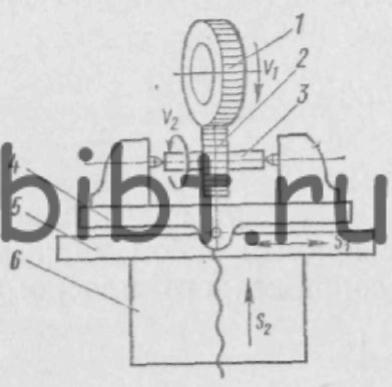
Рис. 147. Схема работы шевинговального станка