
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 22. АГРЕГАТНЫЕ СТАНКИ.
Преимущества агрегатных станков.
§ 1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ.
Агрегатными станками называют многоинструментальные станки, собранные из нормализованных и частично специальных агрегатов. Они широко распространены в крупносерийном и массовом производстве для обработки в основном корпусных деталей. В серийном производстве, например, в станкостроении выполнение трудоемких расточных операций на агрегатных станках также дает большой экономический эффект. На агрегатных станках можно выполнять сверление, зенкерование, растачивание, фрезерование, нарезание внутренних и наружных резьб, накатывание резьб, некоторые виды токарной обработки.
Преимущества агрегатных станков:
1) высокая производительность, обусловленная многоинструментальной обработкой заготовок одновременно с нескольких сторон; годовой эффект от использования агрегатных станков значительно выше по сравнению с универсальными станками;
2) простота изготовления благодаря унификации механизмов и деталей;
3) сокращение сроков проектирования;
4) возможность многократного использования части агрегатов при изменении объекта производства;
5) возможность обслуживания станков операторами низкой квалификации.
В зависимости от формы, размеров и точности обрабатываемой заготовки агрегатные станки (рис. 155) компонуют по разным схемам: односторонними и многосторонними, одношпиндельными и многошпиндельными, однопозиционными и многопозиционными в вертикальном, наклонном, горизонтальном и комбинированном исполнениях.
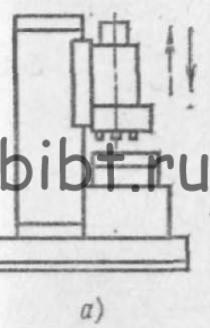
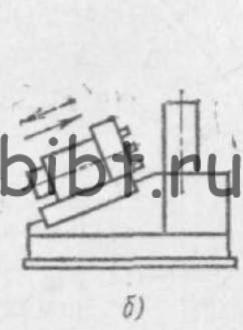
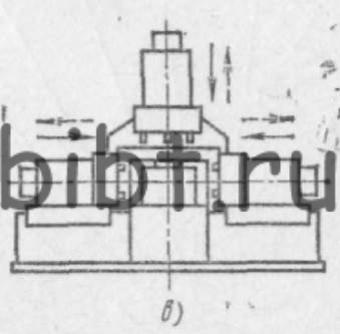
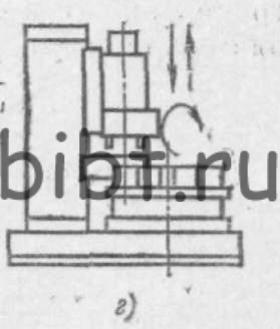
Рис. 155. Примеры компоновок агрегатных станков:
а - вертикальный односторонний однопозиционный; б - наклонный односторонний однопозиционный; в - четырехсторонний однопозиционный смешанной компоновки; г - вертикальный односторонний многопозиционный
На однопозиционных станках обработка заготовки ведется при одном ее постоянном положении. Агрегатные станки с многопозиционными поворотными столами или барабанами предназначены для параллельно-последовательной обработки одной или одновременно нескольких заготовок средних и малых размеров. Вспомогательное время при этом сокращено до минимума, так как установка заготовки и снятие деталей на загрузочной позиции происходит во время обработки на других позициях.
Типовые унифицированные компоновки созданы на базе унифицированных агрегатов, при этом уровень унификации агрегатов ~90 %. В вертикальном агрегатном станке (рис. 156) унифицированы: базовые детали (станина 1, стойка 9, боковая станина 20, упорный угольник 11), силовые механизмы (силовой стол 8, а в станках других типов силовые головки); шпиндельные механизмы (шпиндельная коробка 14, расточная бабка 19, сверлильная бабка 10); механизмы транспортирования (поворотный делительный стол 3, двухпозиционный делительный стол прямолинейного перемещения 18), механизмы главного движения (коробка скоростей 17 с зубчатыми колесами или в других станках с ременным приводом); гидрооборудование (гидробак 4, насосная установка 5, гидропанель 6), электрооборудование (центральный и наладочный пульты 2, электрошкаф силовых механизмов 16, электрошкаф станка 7), вспомогательные механизмы (удлинитель 15, резьбовой копир 13, расточная пиноль 12). Специальные механизмы, например приспособление для крепления заготовок, имеют отдельные нормализованные элементы.
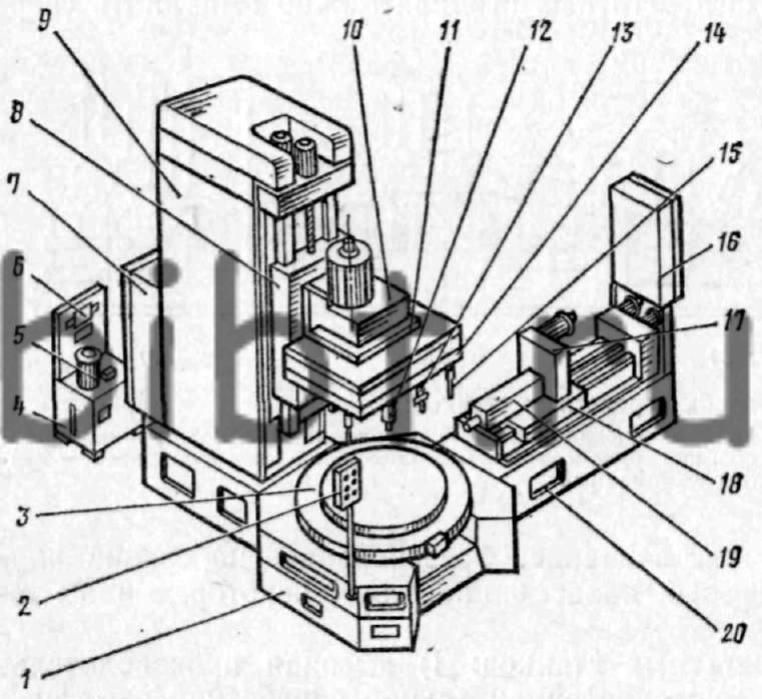
Рис. 156. Унифицированные агрегаты агрегатных станков