
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. СИЛОВЫЕ МЕХАНИЗМЫ АГРЕГАТНЫХ СТАНКОВ. Силовые головки, силовые столы агрегатных станков.
Силовые механизмы агрегатных станков по конструктивному выполнению разделяют на силовые головки и силовые столы.
Силовые головки работают обычно в автоматических циклах, например:
1) быстрый подвод, рабочая подача (одна или две), выдержка на жестком упоре (при необходимости), быстрый отвод, стоп;
2) быстрый подвод, рабочая подача, быстрый подвод, рабочая подача, быстрый отвод, стоп; такой цикл применяют, например, при последовательной обработке нескольких соосных отверстий одинакового диаметра.
Головки различают по технологическому назначению (сверлильные, фрезерные, расточные и т. д.); по мощности, которая колеблется в пределах 0,1-30 кВт. По типу привода главного движения их подразделяют на головки с электрическим, пневматическим и гидравлическим приводом. В зависимости от расположения привода подач головки делят на самодействующие и несамодействующие. В самодействующих головках все элементы привода подачи расположены в корпусе головки, несамодействующие головки имеют вынесенный привод подачи.
По типу привода подач различают головки механические, гидравлические, пневматические, пневмогидравлические. Механические головки предназначены для выполнения различных операций, их достоинство - высокая надежность. Шпиндель 7 механической пинольной самодействующей головки (рис. 157) приводится во вращение электродвигателем 1 через редуктор 2. Подача пиноли 6 осуществляется плоским кулачком 8, приводимым во вращение через червячную пару 3-10 и сменные колеса 4. Конечные выключатели 5 дают команду на выключение и торможение электродвигателя 1 при возвращении пиноли 6 в исходное положение. Для предотвращения поломок инструмента при резком возрастании нагрузки в цепи подачи предусмотрена предохранительная муфта 9.
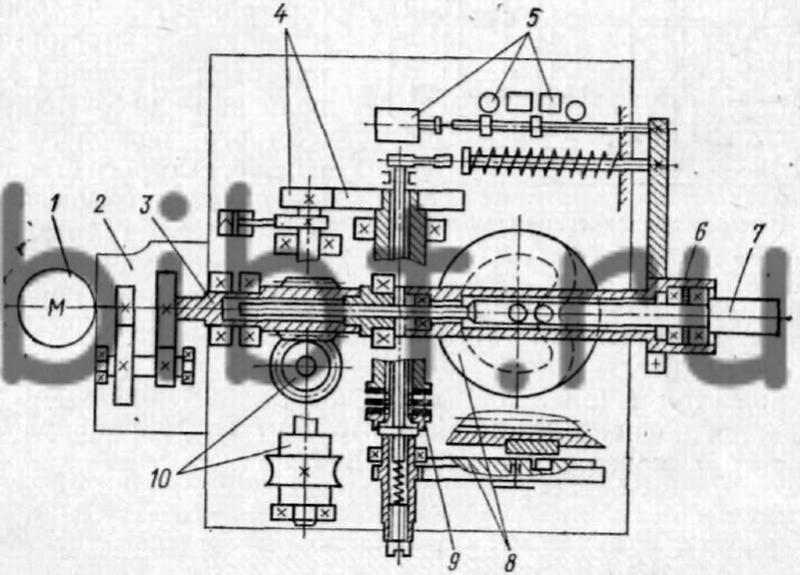
Рис. 157. Схема механической самодействующей силовой головки агрегатного станка.
Широко применяются в агрегатных станках гидравлические силовые головки, обеспечивающие получение больших мощностей (до 30 кВт) и осевых сил (до 100 кН). Эти головки позволяют автоматически выполнять самые сложные циклы работы головок. Схема самодействующей головки с гидравлическим приводом подачи представлена на рис. 158. Шпиндель 3 приводится во вращение электродвигателем через зубчатые пары z1-z2, z3-z4, z5-z6. Движение подачи осуществляется при нагнетании масла от насоса 2 в правую полость цилиндра 4, при этом силовая головка будет двигаться слева Направо, так как поршень 5 и шток 6 закреплены неподвижно. Насос 2 получает вращение через зубчатую пару z3-z7. Регулирование величины подач осуществляется дросселем 1, а в других видах гидравлических головок- установкой насоса с регулируемой производительностью.
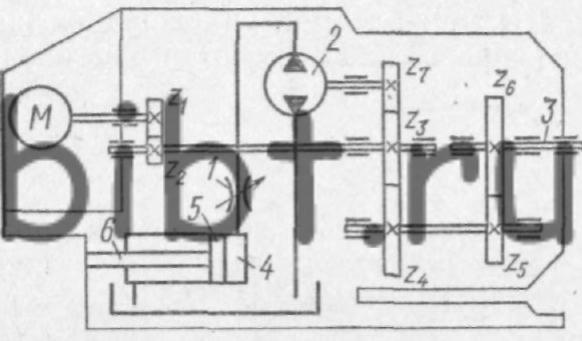
Рис. 158. Схема гидравлической самодействующей силовой головки агрегатного станка.
Силовые столы предназначены для установки на них инструментальных бабок (фрезерных, сверлильных и др.) с самостоятельным приводом вращения для выполнения рабочего цикла: быстрого подвода, рабочей подачи, быстрого отвода. Привод подач у силовых столов может быть гидравлическим и электромеханическим. Столы выпускают шести типоразмеров, нормальной и повышенной точности с максимальной тяговой силой подачи 1 -100 кН и мощностью 1-30 кВт.
Силовой стол 1 (рис. 159) с гидравлическим приводом подачи перемещается по направляющей плите 2 от гидроцилиндра 3, прикрепленного к поверхности стола снизу.
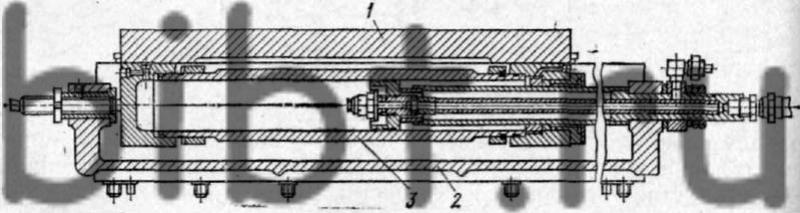
Рис. 159. Силовой стол с гидравлическим приводом подачи агрегатного станка.
Кинематическая схема силового стола с электромеханическим приводом подачи показана на рис. 160. Быстрый подвод и отвод стола 2 с плитой 1 осуществляется от электродвигателя М2 через зубчатые колеса z11-z12, z13-z14 (муфта М1 при этом отключена).
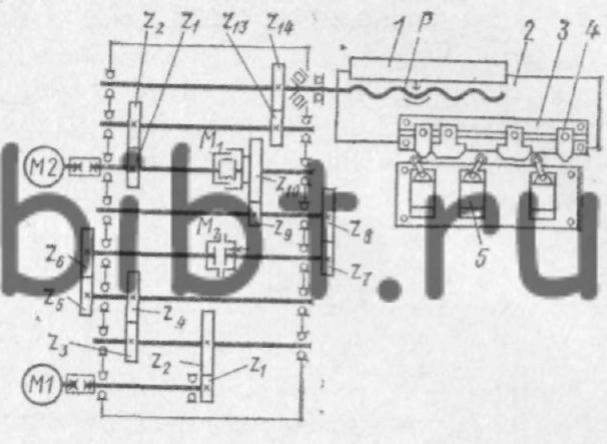
Рис. 160. Силовой стол с электромеханическим приводом подачи агрегатного станка.
Рабочая подача стола 2 осуществляется от электродвигателя M1 через зубчатые пары z1-z2, z3-z4, сменные зубчатые колеса z5-z6, предохранительную муфту М2, зубчатые пары z7-z8, z9-z10 (муфта M1 включена), зубчатые пары z11-z12, z13-z14. Величина подачи изменяется с помощью сменных колес, но при необходимости получения двух рабочих подач в цикле устанавливают двухскоростной электродвигатель M1.
Управление циклом работы стола производится от передвижных упоров 4, закрепленных на линейке 3, воздействующих на конечные выключатели 5.