
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 23. АГРЕГАТНЫЕ СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 1. НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ.
Агрегатные станки с ЧПУ предназначены для выполнения сверления, зенкерования, растачивания, развертывания, резьбонарезания, прямолинейного и контурного фрезерования в заготовках типа корпусов, арматуры, плит, панелей, строительных балок и т. д. Как правило, это многоцелевые станки: они оснащены или револьверными головками или магазинами инструментов, а заготовка, устанавливаемая на координатно-силовом столе, может обрабатываться со всех сторон за один установ. Эти станки могут иметь от одной до трех силовых головок, которые перемещаются от устройства ЧПУ по трем, либо двум координатам. Их выпускают с горизонтальной и вертикальной осью шпинделя, с поворотным, наклонно-поворотным или продольным столом.
Агрегатный станок с поворотным столом и тремя силовыми головками (шпиндельными бабками 3), которые перемещаются в вертикальном направлении (координаты Y, V, Q) представлен на рис. 163. Стойки 2 со шпиндельными бабками 3 устанавливают либо на крестовом столе 4, как на агрегате I (координаты X и Z), либо на крестово-поворотном столе I, как стойки агрегатов II и III (координаты R, D и W, Е). Соответственно шпиндельная бабка агрегата I перемещается по координатам X, Y, Z, а шпиндельные бабки агрегатов II и III имеют перемещение соответственно по координатам Q, R и V, W и поворот (координаты D и Е).
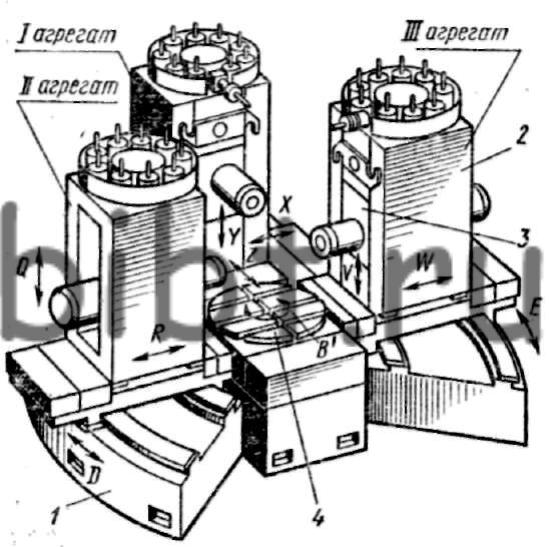
Рис. 163. Агрегатный станок с ЧПУ
К унифицированным агрегатам агрегатных станков с ЧПУ относятся стойки со шпиндельными бабками, столы, механизмы автоматической смены, гидрооборудование и т. д.
Стойки со шпиндельными бабками бывают двух типов: с горизонтальным и вертикальным расположением оси шпинделя. Бабки перемещаются по направляющим качения; привод главного движения и вертикальной подачи осуществляется, как правило, от двигателей постоянного тока. Инструментальные оправки в шпинделе крепятся автоматически. Столы изготовляют двухкоординатные крестовые и однокоординатные, двухкоординатные крестово-поворотные и наклонно-поворотные, поворотные с горизонтальной и вертикальной осью вращения планшайбы. Приводы подач столов осуществляются чаще всего от двигателей постоянного тока.
Агрегатные станки оснащаются позиционными или комбинированными устройствами ЧПУ, которые обеспечивают управление работой станка в автоматическом режиме в целом и в частности механизмом смены инструмента, координатными перемещениями подвижных органов станка, выбором режимов резания и т. д.
На некоторых агрегатных станках вместо магазина инструментов применяют магазин шпиндельных коробок. Такие магазины выполняют барабанными или в виде цепного конвейера; в них может разместиться 6-50 шпиндельных коробок с разным числом шпинделей.
Агрегатные переналаживаемые станки с ЧПУ являются эффективным средством автоматизации многономенклатурного производства. Переналадка станка на обработку различных заготовок заключается в замене управляющей программы, а иногда еще приспособления для установа заготовки и инструментальных наладок в магазине.