
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. РОБОТИЗИРОВАННЫЕ КОМПЛЕКСЫ. Автоматизированный участок ACBP-10.
Роботизированные комплексы (РК) могут входить в автоматизированные участки, линии, цеха. В роботозированных технологических комплексах (РТК) промышленный робот выполняет вспомогательные операции типа «взять - положить», в роботизированных производственных комплексах (РПК) промышленный робот выполняет основные операции технологического процесса (сборку, сварку, окраску). Ниже рассмотрены примеры роботозированных технологических комплексов.
На рис. 188 показаны компоновки роботозированных технологических комплексов на базе напольных роботов, работающих в цилиндрической или сферической системах координат. Круговую компоновку применяют при стационарных роботах, линейно-параллельную - при передвижных роботах. Роботозированные технологические комплексы с групповым обслуживанием в зависимости от серийности производства может иметь различные организационные формы загрузки оборудования: от независимой работы каждого станка до поточной линии.
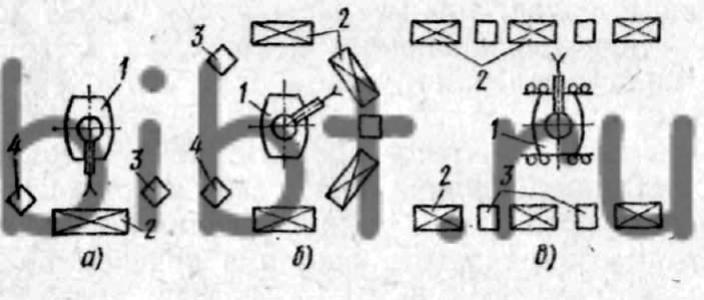
Рис. 188. Компоновки роботизированных технологических комплексов
Роботозированный технологический комплекс для индивидуального обслуживания оборудования содержит станок 2 (рис. 188, а) и встроенный в оборудование или автономный промышленный робот 1, перемещающий заготовки из накопителя 3 к станку, а от станка к конвейеру 4, Такая компоновка РТК характерна для крупно- и среднесерийного производства. В РТК с индивидуальным обслуживанием оборудования автоматизированы операции установки заготовки, снятия детали, базирования заготовки и фиксация ее в рабочей зоне, обработка. Обеспечиваются транспортные и информационные связи с основным производством.
При групповом обслуживании оборудования, имеющем круговое (рис. 188, б) линейное или линейно-параллельное (рис. 188, в) расположение, промышленный робот осуществляет еще и межстаночное транспортирование заготовок.
Металлорежущие станки, встраиваемые в роботозированные технологические комплексы, должны иметь высокую производительность, высокий уровень концентрации разнохарактерных переходов обработки, удобный доступ к рабочей зоне станка, механизмы автоматической смены инструмента. Конструкция станка должна предусматривать автоматический зажим заготовки в патроне, тисках и т. д. (специальные датчики должны контролировать правильность и надежность базирования заготовок); устройства автоматического открывания и закрывания защитных экранов, ограждающих зону обработки; устройства обдува или обмыва базовых поверхностей приспособлений для закрепления заготовок; устройства для дробления и уборки стружки. Для встраивания в роботозированные технологические комплексы серийно выпускаемые станки модернизируют или разрабатывают вновь специализированное оборудование. В последнем случае целесообразно проектировать для соблюдения техники безопасности раздельные рабочие зоны оператора и ПР; станки оснащают устройствами автоматической смены инструментальных блоков. Желательно оснащение станков устройствами ЧПУ с программированием методом обучения по первой детали, что делает рентабельным применение роботозированных технологических комплексов при партиях запуска 5-10 шт.
Рассмотрим роботозированный технологический комплекс «робот - группа станков» (рис. 189) (роботозированный технологический комплекс типа «станок - робот» рассмотрен в гл. 24 § 2, рис. 166). Автоматизированный участок АСВР-10 состоит из фрезерно-центровального станка 2 и двух токарных патронно-центровых станков 3. Участок обслуживает подвесной перемещающийся по монорельсу 5 ПР 4 СМ40Ф2.80.01, работающий в угловой системе координат. Заготовки из резаного проката укладываются электроталью 1 на роликовый конвейер 8, а затем роботом переносятся на станок 2 для центрования и фрезерования торцов, далее на станки 3 для полной токарной обработки. Обработанные заготовки промышленный робот укладывает на второй ручей роликового конвейера 8, откуда их забирает внутрицеховой транспорт. Между станками установлены промежуточные накопители 6. В контрольную позицию 7 промышленный робот подает деталь, если это требуется по программе. Обслуживание станков роботом осуществляется по их вызовам.
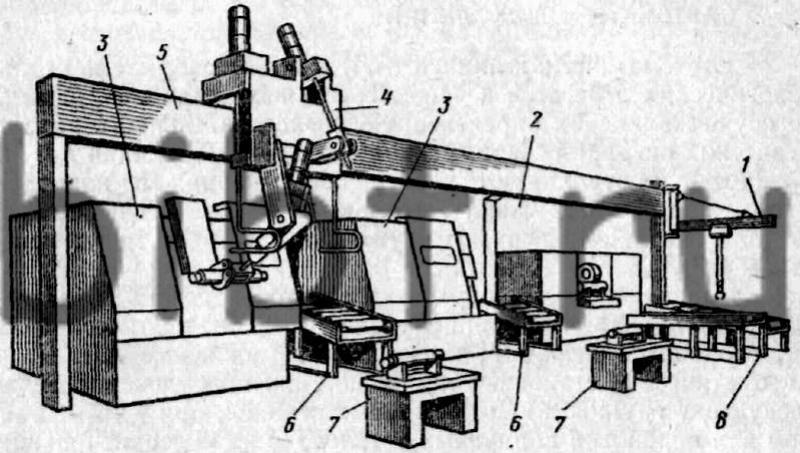
Рис. 189. Автоматизированный участок ACBP-10