
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. АВТОМАТИЗИРОВАННЫЙ УЧАСТОК АСК-10.
Автоматизированный участок АСК-10 предназначен для обработки корпусных заготовок с габаритными размерами до 750x600x550 мм в условиях мелкосерийного и серийного производства (размер партии деталей 10 ... 50 шт.). Условная годовая производительность участка при двухсменной работе, эквивалентная универсальным станкам, 60 000 станко*ч/год. На АСК-10 выполняют: проверку отливок и нанесение установочных рисок; черновую, получистовую и чистовую обработку плоских поверхностей, отверстий, уступов, пазов, платиков и криволинейных контуров; нарезание резьб в отверстиях. При этом достигается точность обработанных отверстий по 7-8-му квалитету, точность межосевых расстояний ±0,02 мм, параллельность и перпендикулярность обработанных поверхностей 0,01 ... 0,02 мм.
Участок АСК-10 (рис. 187) комплектуется многоцелевыми станками МА6907ПМФ4, автоматизированным складом 6 с автоматизированным краном-оператором 5, участками наладки инструмента и сборки приспособлений и системой централизованного управления, обеспечивающей планирование, диспетчирование, подготовку, контроль и хранение управляющих программ и их оперативную корректировку. На участке расположена координатно-разметочная машина 1 с цифровой индикацией для контроля заготовок и предварительных разметочных операций. На станке 2 подготовляют технологические базы для дальнейшей обработки. Выходной контроль деталей проводится на контрольно-измерительной машине 4 с ЧПУ. В автоматическом режиме по программе могут быть проверены диаметры, геометрия и отклонения от соосности отверстий, межосевые расстояния и т. д. Данные измерений анализируются в управляющей ЭВМ.
Увеличить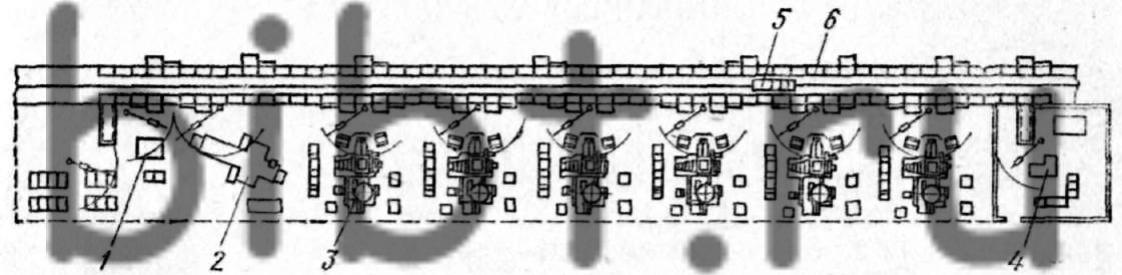
Рис. 187. Автоматизированный участок типа АСК-10
В состав участка входят шесть многоцелевых станков МА6907ПМФ4 с магазином на 36 инструментов. Крестовый и поворотный столы, горизонтально расположенный шпиндель обеспечивают обработку заготовки без переустановки с трех-четырех сторон. В станке применены регулируемые тиристорные электродвигатели в приводах главного движения и подач, точные пары винт -гайка качения, направляющие качения на подвижных механизмах. Обеспечивается стабильность положения инструмента при его смене в пределах 0,003 ... 0,005 мм.
Инструментальное отделение позволяет хранить, комплектовать и налаживать на размер 190 наименований режущего инструмента и 90 наименований вспомогательного. Для сборки и наладки комплекта инструментов для одного магазина затрачивается в среднем 60 ... 70 мин.
Участок комплектации приспособлений позволяет из элементов универсально-сборной оснастки (УСО) собрать 400 типов приспособлений. Для закрепления заготовок используются унифицированные стальные плиты-спутники, на которых и монтируют элементы УСО.
Транспортно-складская система служит для создания задела заготовок, полуфабрикатов и готовых деталей, что обеспечивает оптимальную загрузку станков, позволяет автоматизировать межоперационные транспортные и погрузочно-разгрузочные работы, обеспечивает подачу заготовки на станок. Заготовки и детали хранятся в двухъярусном, двухрядном ячеистом складе. По команде с диспетчерского пульта кран-оператор подается к роликовым конвейерным станциям, расположенным в зоне загрузки станков. Оператор с помощью крана-манипулятора устанавливает заготовку в приспособлении на столе-спутнике. После обработки от программы происходит разжим спутника с заготовкой, удаление его манипулятором из рабочей зоны в позицию ожидания, который затем подает новый спутник с заготовкой на обработку. Затем спутник автоматически базируется и закрепляется, от программы начинается обработка новой заготовки. Система управления на базе ЭВМ М-6000 осуществляет: оперативное управление станками, манипуляторами для подачи спутников; технологическую подготовку производства, включая подготовку программ на ЭВМ и их редактирование на рабочем месте; автоматическое оперативно-календарное планирование, учет хода производства. Каждый агрегат участка может управляться от индивидуального устройства управления или централизованно от ЭВМ.