
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. КОНСТРУКЦИИ АВТОМАТИЧЕСКИХ ЛИНИЙ.
Автоматические линии для обработки деталей типа тел вращения (колец подшипников, клапанов, толкателей, поршневых пальцев, вагонных осей и т. д.) разнообразны по конструкции.
Схема автоматической линии для обработки заготовок клапанов двигателя автомобиля представлена на рис. 196. Заготовки из бункера 1 цепными подъемниками 2 по склизам подаются к автоматам 3 для обдирочного шлифования, а затем после прохождения контрольного устройства - на конвейер 4. Далее подъемниками заготовки перемещаются на торце-шлифовальный автомат 5, бесцентрово-шлифовальные автоматы 6 и затем в магазин 7. Из магазина 7 заготовки поступают на токарный участок из четырех станков 8 - 10, а затем на два автомата 11 для обкатывания стержня клапана. На автомате 12 ТВЧ закаливается торец стержня. Далее заготовки обрабатываются на бесцентрово-шлифовальных автоматах 13, автоматах для обдирочного 14 и чистового шлифования 15. Затем заготовки транспортируются в магазин и передаются на токарный автомат 16 для чистового точения. Окончательная обработка выполняется на автоматах - бесцентрово-шлифовальных 17, обкаточных 18 и круглошлифовальных 19. Обработанные заготовки поступают в магазин, а оттуда на участок контроля. Контроль клапанов по основным параметрам осуществляется на автомате 20, визуальный контроль - на механизированном стенде 21. На автомате 22 производится антикоррозионная обработка, а на автомате 23 - упаковка клапанов. АЛ спроектирована для обработки клапанов диаметром стержня 5-15 мм, длиной 92-200 мм при соответствующей переналадке.
Увеличить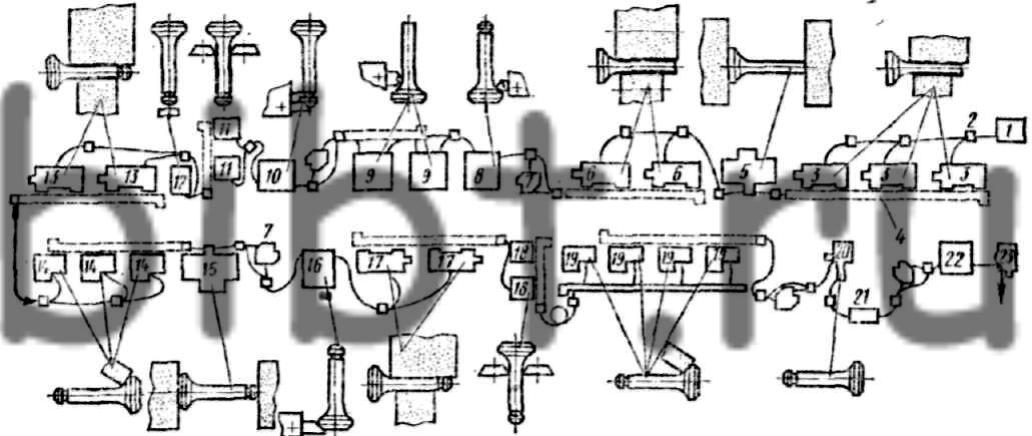
Рис. 196. Схема автоматической линии для обработки клапанов
Автоматические линии из агрегатных станков служат для изготовления корпусных деталей (блоков цилиндров, головок блока, картеров различных механизмов и т. д.), а также деталей сложной формы (рычагов, вилок, коленчатых валов и т. д.), при обработке которых выполняется большое число различных операций. Выпуск автоматических линий из агрегатных станков непрерывно возрастает. Такие автоматические линии строят двух видов: автоматические линии, на которых обрабатываемые заготовки передаются от станка к станку непосредственно конвейером, и автоматические линии с перемещением от станка к станку с помощью спутника (см. рис. 197). Для обработки крупных корпусных заготовок чаще всего применяют однопозиционные агрегатные станки, связанные автоматическим конвейером. Для обработки более мелких заготовок целесообразны автоматические линии, состоящие из многопозиционных агрегатных станков.