
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Самоприспособляющиеся системы станков с ЧПУ. Упрощенная блок-схема адаптивного управления.
Самоприспособляющиеся системы характеризуются тремя потоками информации. Два потока информации - как у обычной замкнутой системы, третий поток служит для сбора и переработки информации о возмущениях, возникающих в процессе обработки. К ним относится: износ режущего инструмента, изменение сил резания и сил трения, неоднородность припуска обрабатываемой детали и т. д. В простейшем виде адаптивного управления происходит автоматическое регулирование по небольшому числу параметров. Например, датчик в зоне резания измеряет силу резания. Полученная информация (третий поток) поступает в логическое устройство, где эта информация суммируется с информацией от считывающего устройства. Тем самым корректируется процесс обработки при отклонении измеряемого параметра от заранее установленных границ. Упрощенная блок-схема адаптивного управления изображена на рис. 28.
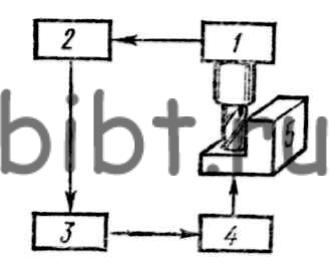
Рис. 28. Упрощенная блок-схема адаптивного управления
При фрезеровании заготовки 5 происходят упругие отжатая инструмента, что снижает точность обработки. Для измерения величины отжатия шпинделя на его нижнем конце размещены два датчика 1, которые измеряют отжатие шпинделя (а вместе с ним и режущего инструмента) по осям X и Y. Сигналы от датчиков после соответствующего их усиления подаются в логическое устройство 2 и в блок управления 3 станком. Этот блок через сервомеханизм 4 автоматически изменяет команды, закодированные ранее на перфоленте, тем самым оптимизируя режимы резания.
Адаптивное управление обеспечивает наилучшее использование возможностей станка при обработке заготовки с изменяющимися параметрами, при этом значительно упрощается подготовка управляющих программ. Корректирование управления приводами может производиться для ограничения контролируемых параметров предельными допустимыми значениями (адаптивные системы предельного регулирования) или с целью оптимизации процесса обработки по выбранному критерию (самоприспособляющиеся системы оптимизации). Системы предельного регулирования применяют для повышения точности и эффективности как черновой, так и чистовой обработки. Системы оптимизации значительно дороже предельных и повышают эффективность обработки путем самооптимизации траекторий перемещения инструмента и параметров резания.