
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Способы обработки конусов на токарно-винторезных станках.
Обработку конусов на токарно-винторезных станках осуществляют несколькими способами.
Точение конусов поворотом верхних салазок суппорта (рис. 35, а) применяют при обработке точных внутренних и наружных конусов небольшой длины, так как ход резцовых салазок ограничен. Резцовые салазки поворачивают на угол а, равный половине угла при вершине конуса, и сообщают им чаще ручную, реже механическую подачу.
Из схемы видно, что tg α=(D-d)/(2l) где D и d -соответственно больший и меньший диаметры конуса; l - длина конуса.
Точение конуса смещением центра задней бабки применяют для обработки длинных деталей с небольшой конусностью (рис. 35, б). Величину поперечного смещения h (мм) корпуса задней бабки определяют по формуле
h = L sin α, где L - длина оправки, мм.
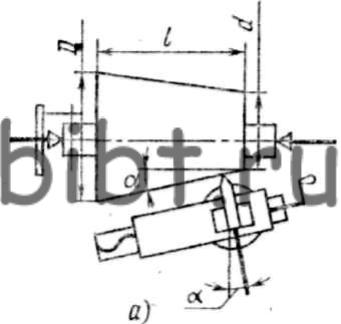
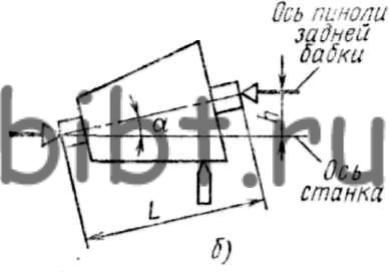
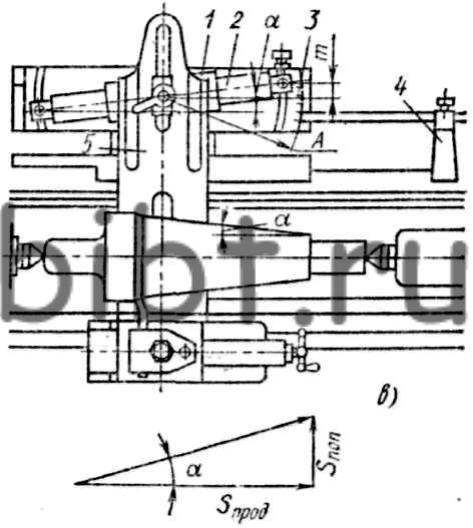
Рис. 35. Схема обработки конусов на токарно-винторезном станке
Угол α можно определить по той же формуле, что и в предыдущем способе. Этот метод непригоден для точных конусов, так как из-за быстрого изнашивания центровых отверстий точность базирования нарушается.
Обработка конуса с помощью конусной линейки (рис. 35, в) позволяет получать точные конусы с углом α до 18°, длина которых не превышает длины линейки. На кронштейнах 4, привернутых сзади к станине, укрепляют линейку 2, которую устанавливают под требуемым углом α к линии центров станка. По линейке перемещается ползун 1, связанный с поперечным суппортом 5, который предварительно отсоединен от нижней каретки. При включении продольной механической подачи резец получит два перемещения: продольное - от каретки, поперечное - от ползуна. Результирующая перемещения направлена параллельно оси линейки. Величину смещения линейки m измеряют по шкале 3 и определяют по формуле m = A tg α.
Обработку конусов широким резцом применяют для конических поверхностей длиной не более 15-20 мм, при больших углах наклона и невысоких требованиях к точности обработки.