
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. ШЕСТИШПИНДЕЛЬНЫЙ ТОКАРНЫЙ ПРУТКОВЫЙ АВТОМАТ 1Б265-6К. Техническая характеристика станка.
Станок предназначен для изготовления деталей из калиброванного прутка или труб в условиях массового и серийного производства. На станке можно точить цилиндрические, конические и фасонные поверхности, подрезать торцы, точить канавки, нарезать резьбу, сверлить, растачивать, развертывать и т. д. Класс точности станка П.
Техническая характеристика станка. Число рабочих шпинделей 6; наибольший диаметр обрабатываемого прутка 65 мм; наибольшая длина подачи прутка 190 мм; число частот вращения шпинделя 29; пределы частот вращения шпинделя 73-1065 мин-1 (в быстроходном исполнении 73-1590 мин-1); ход продольного суппорта 200 мм; ход поперечных суппортов верхних и нижних 80 мм, средних 70 мм; число поперечных суппортов 6; габаритные размеры станка 6265X1830X2170 мм.
Основные механизмы станка. На станине А (рис. 41) установлена передняя стойка со шпиндельным блоком В. С правой стороны станины расположена задняя стойка Ж, в которой расположены привод главного движения, привод подач распределительного вала, привод инструментальных шпинделей. Передняя и задняя стойка соединены траверсой, в которой находится распределительный вал Г. Обрабатываемые прутки поддерживаются направляющими трубами механизма поддержки Б. В станке имеется продольный суппорт Е и шесть поперечных суппортов с независимой подачей: два верхних Д, два нижних 3 и два средних (на схеме не показаны).
Увеличить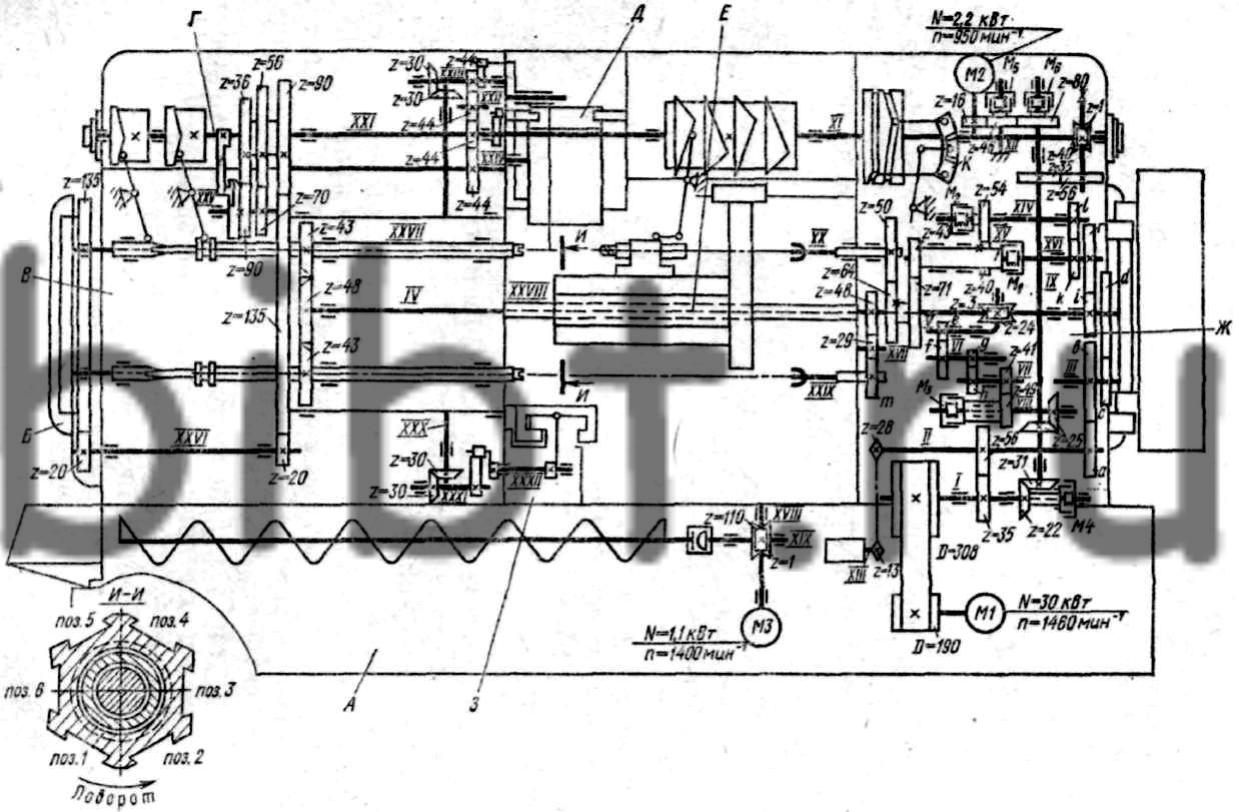
Рис. 41. Кинематическая схема шести шпиндельного токарного пруткового автомата 1Б265-6К
Принцип работы, движения и конструктивные особенности станка. Обработка заготовки производится последовательно в шести позициях шпиндельного блока. Каждый шпиндель получает вращательное главное движение. Движения подач - поступательное перемещение поперечных суппортов, продольного суппорта и осевое перемещение инструментальных шпинделей. В поперечных суппортах закрепляют разцедержатели с отрезными и фасонными резцами. На каждой из шести граней продольного суппорта устанавливают державки с инструментами, которые в позициях 4, 3, 5 и 6 (см. разрез И-И) могут иметь независимую от продольного суппорта подачу. В этих же позициях можно производить быстрое сверление и нарезание резьбы. Установка рабочего хода продольного суппорта и независимых устройств производится без смены кулачков. Каждый поперечный суппорт имеет независимый привод, что обеспечивает высокую жесткость; рабочий ход устанавливают с помощью стандартного набора из восьми кулачков.