
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 8. ТОКАРНЫЙ ВЕРТИКАЛЬНЫЙ ВОСЬМИШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ 1К282.
Токарные вертикальные многошпиндельные полуавтоматы широко применяют для обработки литых и штампованных заготовок средних и крупных размеров. Вертикальная их компоновка позволяет экономно использовать занимаемую станком площадь, облегчает загрузку станка тяжелыми деталями, а также разгружает шпиндели станков от изгибающей нагрузки под тяжестью заготовки.
Полуавтомат 1К282 предназначен для черновой и чистовой обработки в патроне заготовок типа дисков, фланцев и др. Станок изготовляют в силовом и скоростном исполнении. Силовые станки служат для обработки заготовок с большими припусками. Скоростное исполнение предназначено для обработки деталей либо небольшого диаметра, либо из цветных металлов.
Техническая характеристика станка полуавтомата 1К282. Наибольший диаметр обрабатываемой заготовки 250 мм; число частот вращения шпинделя равно 28 в низком ряду и 25 в высоком; пределы частот вращения шпинделя при силовом исполнении 42-628 мин-1, при скоростном 66-980 мин-1, число подач 38; пределы подач при силовом исполнении 0,064-4,05 мм/об, при скоростном 0,041-3,44 мм/об; габаритные размеры станка 3070x2945x3872 мм.
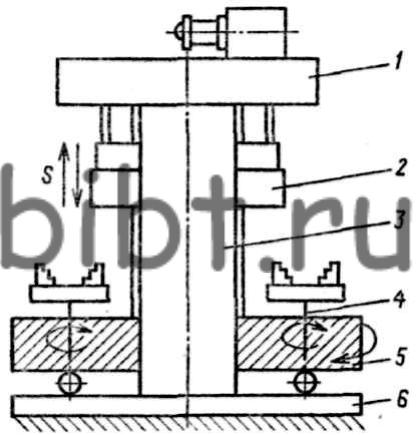
Рис. 42. Схема работы токарного полуавтомата 1К282
Основные механизмы и принцип работы станка. С основанием 6 (рис. 42) жестко соединена колонна 3, по направляющим которой в рабочих позициях перемещаются суппорты 2. На столе 5 установлено восемь рабочих шпинделей 4. На вершине колонны закреплен корпус 1, в котором размещен механизм подач и редуктор главного движения. На семи рабочих позициях по принципу последовательной обработки можно производить обтачивание, растачивание, сверление, зенкерование и развертывание отверстий. Одна позиция является загрузочной. При обработке параллельно-последовательным методом двух заготовок одновременно на станке имеется две загрузочные позиции. Особенность данного станка в том, что каждый шпиндель может иметь независимые друг от друга частоты вращений и величины подач.