
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематика токарного вертикального восьмишпиндельного полуавтомата 1К282. Главное движение. Суппорт.
Главное движение полуавтомата 1К282 (рис. 43) рабочие шпиндели VIII (на рисунке показан привод одного из 7 шпинделей) получают от асинхронного электродвигателя М1, мощность и частота вращения которого выбираются в зависимости от технологических требований (мощность может быть N = 22 - 55 кВт). С вала I вращение передается на вал V двумя путями в зависимости от положения колеса z=31 на валу V: через передачи z = 16 - 39-118 - 31 (высокий ряд частот вращения) или через колеса z=16-39, z=22-39, z=22-39, z=39-118-31 (низкий ряд). С вала V рабочий шпиндель VIII получает вращение через сменные колеса a и b, передачи z=35-40, z=37-50. Набор сменных колес a и b к станку обеспечивает различные частоты вращения в каждой позиции.
После индексации стола шпиндели приобретают частоту вращения той позиции, в которую они перешли, а синхронизаторы при этом обеспечивают плавное безударное начало вращения шпинделя. Включаются-синхронизаторы все одновременно при перемещении штока цилиндра Ц2. При этом через систему рычагов поднимается вверх конус-муфта М1, касаясь подпружиненной конусной чашки на валу VII. В гидросистеме повышается давление, срабатывает гидрораспределитель, включающий дроссель, при этом снижается скорость включения синхронизатора; в этот период происходит увеличение частоты вращения шпинделей. При дальнейшем движении вверх сцепляется зубчатая муфта М2. При этом специальным устройством разводятся конусные чашки муфты М1, обеспечивая окончательное включение муфты М2. Шпиндели получают рабочее вращение.
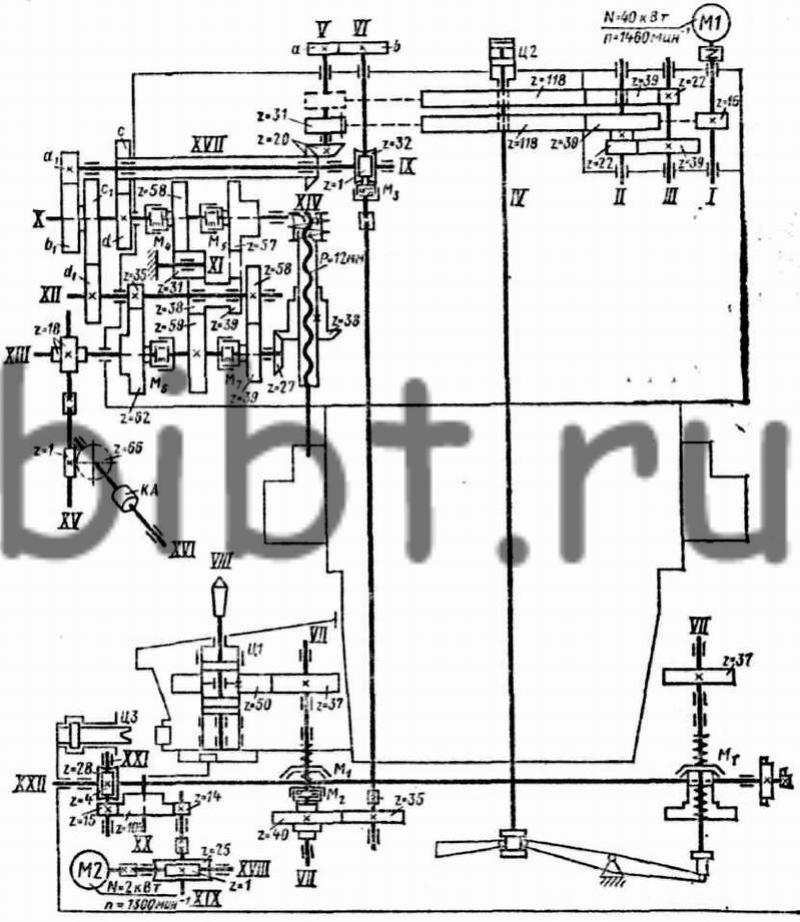
Рис. 43. Кинематическая схема токарного восьмишпиндельного полуавтомата 1К282
От штока цилиндра Ц2 через систему рычагов одновременно с синхронизаторами включается тормоз Мт, который расположен в загрузочной позиции. Для зажима деталей служит двойной гидроцилиндр Ц.
Движение подачи восьмишпиндельного полуавтомата 1К282. Ходовые винты XIV суппортов получают быстрые и медленные перемещения. Медленная подача осуществляется от вала VI через червячную пару z=1-32 при включенной муфте M3, вал IX, гитару сменных колес а1-b1, с1-d1, вал XII, передачу z = 35 - 62 при включении муфты М6 или z = 58 - 39 при включении муфты М7, вал XIII, коническую передачу z = 27 -38 и ходовой винт с шагом Р = 12 мм. Муфты M6 и М7 позволяют изменять подачи на ходу суппорта в отношении 1-2,6, что обеспечивает постоянство режимов резания при переменных припусках заготовки
Быстрые перемещения ходовые винты получают от передачи z =20-20 через гильзу XVII, парносменные колеса c и d, передачи z=58-31-38-59 при быстром подводе (включена муфта М4) или через передачи z=57-39, z=58-39 (включена муфта М5), а затем через коническую пару z=27-38.
Командоаппарат полуавтомата 1К282 КА получает вращение от вала XIII через передачи z=18-18, z=1-66. КА управляет рабочими и вспомогательными ходами суппорта в автоматическом и наладочном циклах. В корпусе КА размещены конечные выключатели, кулачковый вал, рычаги.
Поворот стола на 1/8 часть оборота осуществляется от электродвигателя М2 (N=2 кВт, n=1300 мин-1) через червячную пару z=1-25, зубчатую передачу z=14-105 и мальтийский крест, поворачивающий стол за планки, прикрепленные к нижней его части. Гидроцилиндр Ц3 приводит в движение фиксатор стола; шток гидроцилиндра связан с валиком XXII, воздействующим на конечный выключатель, контролирующий работу фиксатора.
Суппорт токарного вертикального полуавтомата 1К282 имеет различные конструкции. Простой суппорт предназначен для продольного точения по одному из циклов обработки. Универсальный суппорт может применяться для последовательного продольного и затем поперечного или углового точения с возвратом по той же траектории. Суппорт двойного действия имеет две каретки с независимым перемещением: первая получает вертикальное, а вторая - горизонтальное перемещение, которые осуществляются последовательно, что позволяет обрабатывать сразу несколько поверхностей. Для обработки нецентральных отверстий на каретки суппортов устанавливают сверлильные, развертывающие, зенкерующие вращающиеся головки. Для обработки внутренних и наружных конусных поверхностей одна из кареток суппорта двойного действия поворачивается, и резец получает движение под углом к оси детали.