
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Устройство циклового программного управления токарного многорезцового-копировального полуавтомата 1713Ц.
Устройство циклового программного управления станком обеспечивает два режима работы: наладочный, когда станком управляет оператор, и полуавтоматический, когда функцию управления осуществляет командоаппарат. Полуавтоматический режим обеспечивает работу только одного суппорта, одновременную работу двух суппортов или их последовательную работу в любой комбинации, вертикальное и горизонтальное перемещение копировального суппорта в любой последовательности и быстрые его перемещения (проскок над необрабатываемой поверхностью), установку числа рабочих ходов копировального суппорта и смену резца для последнего рабочего хода, выбор величины рабочей подачи и отвод в исходное положение копировального суппорта.
Рассмотрим структурную схему управления станком (рис. 47). Командное устройство состоит из конечных выключателей, выдающих импульсы от электрофицированных рабочих органов для смены этапов цикла. Счет импульсам (командам) ведет счетчик этапов, состоящий из 14 реле. Блок набора программы имеет 40 штепсельных разъемов и переключателей, обеспечивающих раздачу команд исполнительным элементам станка. Для набора программы следует установить вставки в гнезда штепсельных разъемов. Вертикальные ряды определяют этапы обработки детали и их порядковые номера.
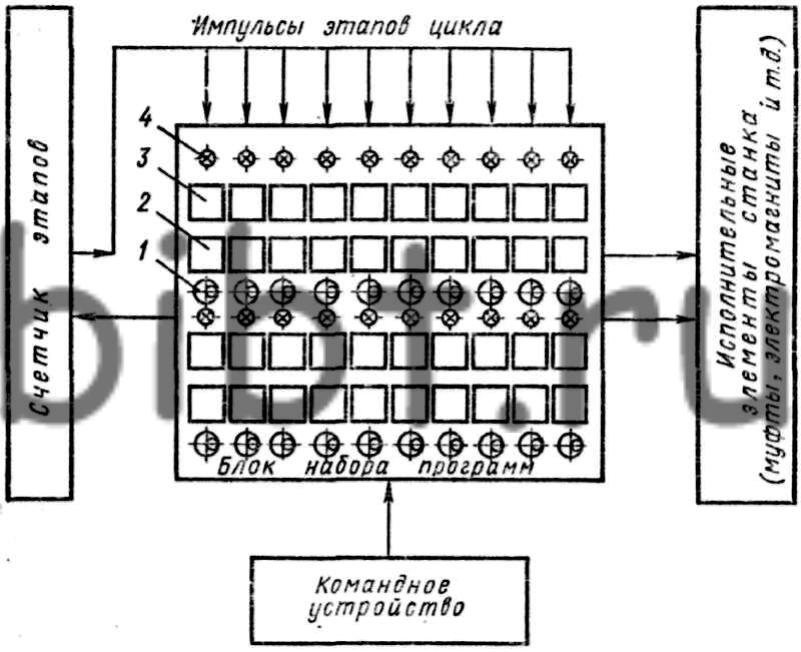
Рис. 47. Структурная схема управления станком 1713Ц
Двадцать гнезд 3, расположенных в горизонтальных рядах, позволяют программировать включение электромагнитных муфт главного привода, тем самым обеспечивая определенную частоту вращения шпинделя. Гнезда 2 служат для программирования величин подач копировального суппорта, а также для включения электромагнита, который через гидрощуп управляет перемещением ползуна вниз до упора наконечника щупа в копир. Если в ряду подач нет вставки, произойдет отвод копировального суппорта в исходное положение. Подрезкой суппорт можно включить в работу на определенном этапе выключателями 1. Лампы 4 сигнализируют об идущем этапе обработки.