
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематическая схема токарного патронно-центрового станка 16К20Ф3С5 с ЧПУ.
Кинематика станка станка 16К20Ф3С5 с ЧПУ. Главное движение шпиндель VI получает от электродвигателя M1 (N = 10 кВт, n=1460 мин-1) через клиноременную передачу с диаметрами шкивов D = 130 мм и D=178 мм, АКС, клиноременную передачу со шкивами D = 204 мм и D = 274 мм и передачи шпиндельной бабки. АКС обеспечивает девять переключаемых в цикле частот вращения шпинделя за счет включения электромагнитных муфт. Вал II имеет три значения частоты вращения благодаря переключению муфт М1, М2, М3 (соответственно работают передачи z = 36 - 36 или z = 30 - 42 или z= 24 - 48); вал III вращается уже с девятью различными частотами вращения: при включении муфты М4 работает зубчатая пара z= 48 - 24, муфты М5 - пара z = 30 - 42, муфты М6 - пара z = 14 -56. Одновременным включением муфт М4 и М6 осуществляется торможение шпинделя. В шпиндельной бабке переключением блока Б1 вручную можно получить три диапазона частот вращения шпинделя (12,5 ... 200; 50 ... 800 и 125 ... 2000 мин-1). В положении блока Б1, показанном на рис. 49, движение с вала V на шпиндель передается через зубчатые пары z = 45 -45, z = 18 -72, z = 30 - 60. При перемещении блока Б1 влево шпиндель VI получит вращение от вала V через передачи z = 60 - 48 или z = 30 - 60.
Уравнение кинематического баланса для минимальной частоты вращения шпинделя

Смазывание шпиндельной бабки автоматическое централизованное. Шпиндель смонтирован на двух конических роликоподшипниках 5-го или 4-го класса точности в зависимости от класса точности станка.
Датчик резьбонарезания ДР 16К20Ф3С5, связанный со шпинделем беззазорной зубчатой парой z = 60 - 60, осуществляет связь между шпинделем и ходовым винтом, исходя из условия, что за один оборот шпинделя резец должен переместиться на величину шага нарезаемой резьбы.
Приводы подач 16К20Ф3С5 имеют два исполнения: с гидравлическим шаговым приводом (рис. 49, а) и с электродвигателем постоянного тока (рис. 49, б).
Увеличить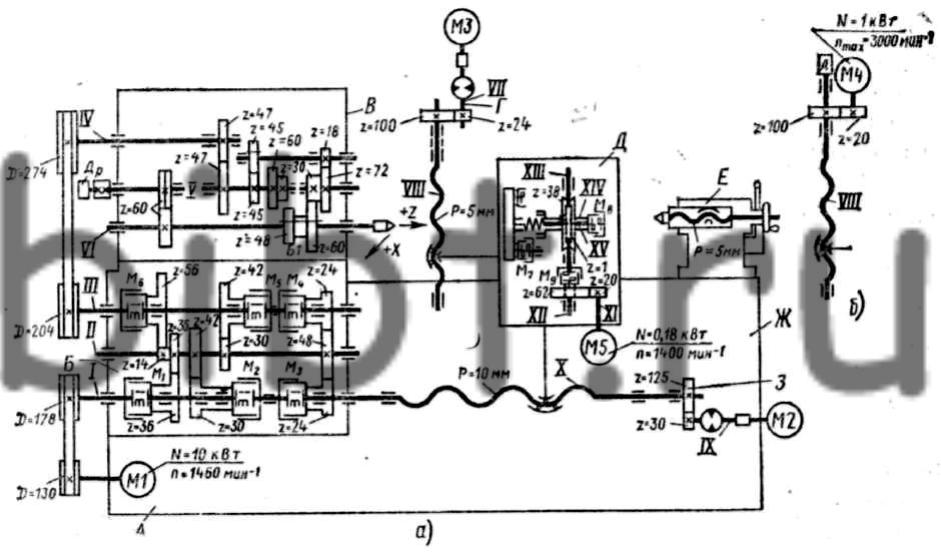
Рис. 49. Кинематическая схема токарного патронно-центрового станка 16К20Ф3С5 с ЧПУ
В станке применены
электрогидравлические шаговые двигатели ШД5-Д1 с гидроусилителем
Э32Г18-23 для продольной подачи и гидроусилителем Э32Г18-22 для
поперечной подачи. Винт качения продольной подачи X с шагом Р = 10 мм получает вращение от двигателя М2 через
беззазорный редуктор z = 30 - 125, а винт поперечного
перемещения VIII с шагом Р =5 мм от двигателя М3 через беззазорную передачу z = 24 - 100. Минимальная
поперечная подача 
где 1/240-минимальная доля оборота выходного вала гидроусилителя при шаге на выходном валу шагового двигателя 1,5°.
При применении двигателей постоянного тока М4 (N = 1 кВт, n= 3000 мин-1) на ходовые винты VIII и X устанавливают датчики обратной связи Д.
Суппорт и каретка имеют традиционное устройство, но их размеры увеличены по высоте в связи с увеличением размера винта поперечной подачи и для повышения жесткости.
Задняя бабка станка 16К20Ф3С5 с ЧПУ имеет жесткую конструкцию. Перемещение пиноли осуществляется с помощью электромеханической головки через винт с шагом Р = 5 мм. Постоянство усилия зажима заготовки обеспечивается тарельчатыми пружинами.