
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 8. ТОКАРНЫЙ ЦЕНТРОВОЙ ПОЛУАВТОМАТ 1Б732Ф3 С ЧПУ. Техническая характеристика.
Токарный центровой полуавтомат 1Б732Ф3 с ЧПУ предназначен для токарной обработки валов сложной конфигурации в условиях мелкосерийного и единичного производства. Большая мощность и жесткость станка позволяют обрабатывать заготовки с большими припусками. На станке производят обточку цилиндрических, конических, сферических поверхностей, подрезку торцов, прорезку различных канавок, нарезание резьбы и другие токарные Работы, которые могут быть выполнены с высокой степенью точности и малой шероховатостью обработанных поверхностей. Класс точности станка Н.
Техническая характеристика станка 1Б732Ф3. Наибольший диаметр обрабатываемой заготовки над станиной 630 мм; наибольший диаметр обрабатываемой заготовки над суппортом 400 мм; наибольшая длина обрабатываемой заготовки 1000, 1400, 2000 мм; число инструментов 6; число частот вращения шпинделя всего/ по программе 18/9; пределы частот вращения шпинделя 25-1250 мин-1; пределы рабочих подач (бесступенчатое регулирование); продольных 0,1 - 1200 мм/мин, поперечных 0,1 -1200 мм/мин; скорость быстрых перемещений суппорта продольных 4800 мм/мин, поперечных 2400 мм/мин; габаритные размеры станка 3825x2140X2835 мм.
Устройство ЧПУ типа Н22-1М обеспечивает получение заданных размеров и конфигурации обрабатываемой детали, а также необходимые технологические команды: выбор частоты вращения шпинделя и подач суппорта, включение ускоренных перемещений суппорта, смену инструмента, включение охлаждения и др. Полуавтомат может работать в режиме преднабора, тогда на пульте управления вручную задают перемещения суппорта, величины подач, частоту вращения шпинделя. Программоноситель - восьми-дорожковая перфолента, код ISO. Считывание программы фотоэлектрическое. Число управляемых координат (всего/одновременно) 2/2. Величина перемещения суппорта на один импульс по оси Z 0,01 мм; по оси X 0,005 мм; возможна коррекция положения инструмента по длине и радиусу.
Основные механизмы и движения в станке. Станок 1Б732Ф3 имеет (рис. 57) вертикально-наклонную компоновку. Литое корыто А служит основанием станка. Направляющие чугунной станины В и опорная поверхность под шпиндельную бабку Г расположены под углом 15° от вертикали. В станину встроена автоматическая коробка скоростей Б. Суппорт Д расположен на верхних направляющих станины, а задняя бабка Ж на ее нижних направляющих. В центрах передней и задней бабок устанавливают заготовку, которая получает главное движение. Суппорт состоит из продольной и поперечной кареток. Продольная каретка движется по направляющим станины (подача по оси Z), а поперечная каретка - по направляющим типа ласточкина хвоста продольной каретки (подача по оси X). На поперечной каретке закреплена револьверная головка Е. В корыте расположен конвейер стружки 3. Для поддержания длинных и тяжелых деталей устанавливают люнет И.
Увеличить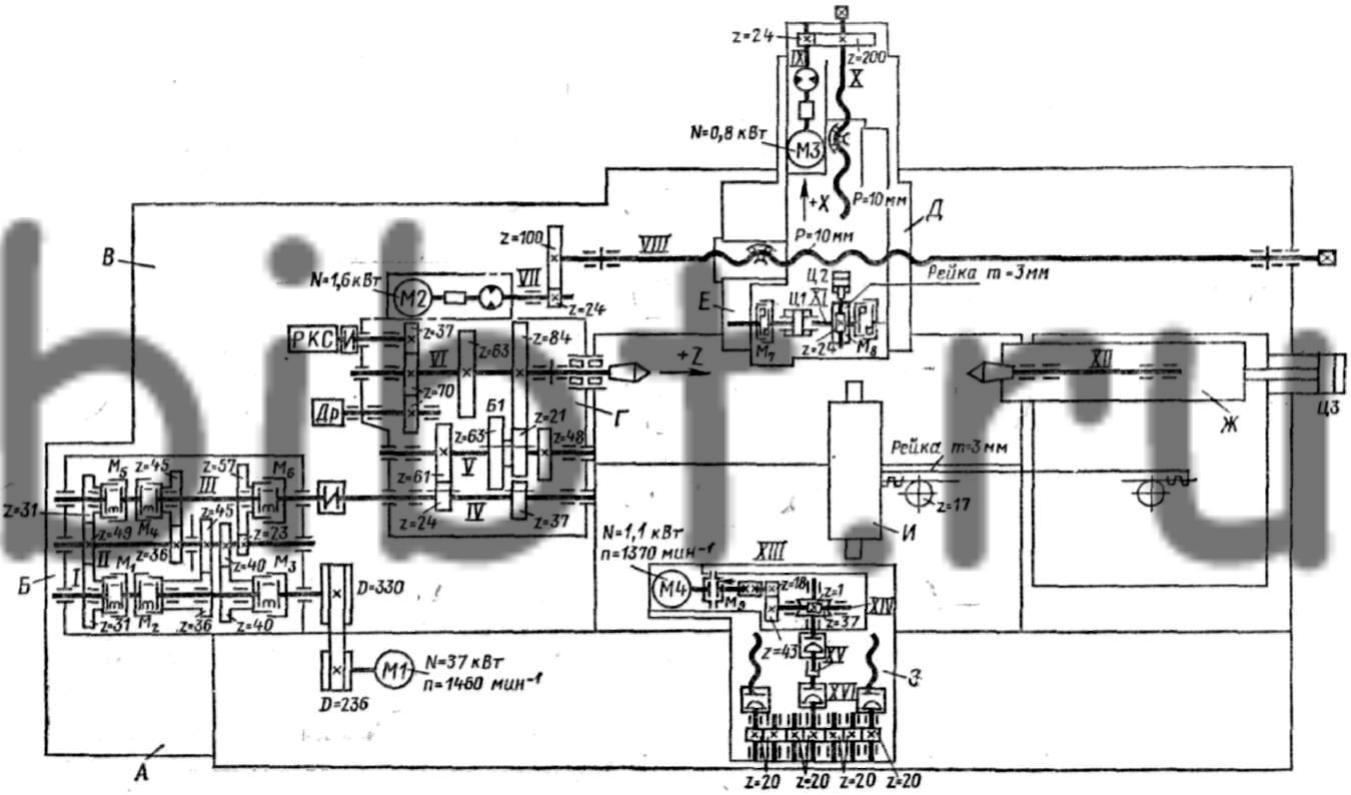
Рис. 57. Кинематическая схема токарного центрового полуавтомата 1Б732Ф3 с ЧПУ