
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ПОЛУЧЕНИЕ ЗАГОТОВОК ДЛЯ КОВКИ-ШТАМПОВКИ.
Штамп для резки калиброванного проката. Схемы получения заготовок холодной ломкой.
Основным видом заготовок в кузнечно-прессовых цехах серийного и массового производства является стальной прокат различной формы и размеров поперечного сечения. Поступающие в цех штанги подвергаются осмотру с целью выявления дефектов и выбраковки.
Первой операцией является разрезание штанг на мерные заготовки. Она выполняется на кривошипных сортовых ножницах и кривошипных прессах вхолодную или с предварительным подогревом, на механических или гидравлических прессах-холодноломах, при помощи кислородного пламени, на анодно-механических станках, механических дисковых пилах, ножовочных и токарных станках. В последнее время для резки слитков и проката большого сечения применяются импульсные методы резки на специальных машинах (МИР) со скоростью режущего инструмента до 40 м/с.
Выбор способа резки определяется типом производства, свойствами разрезаемого металла и размерами поперечного сечения, требованиями к точности и качеству реза.
В массовом и крупносерийном производстве наиболее распространена резка на ножницах и прессах. Она отличается высокой производительностью и отсутствием потерь металла. Недостатком является искажение формы торцевой части заготовки, что вызывается недостаточной жесткостью прижима. Улучшить качество реза можно введением опоры под отрезаемую часть и сильным осевым подпором заготовки.
Во избежание смятия поверхности резание должно производиться по всему контуру заготовки. Для этого форма ручья у ножей должна соответствовать форме сечения заготовки.
Резка в штампах на кривошипных прессах применяется, как правило, для заготовок диаметром до 40 мм.
На рис. 57 показан штамп для резки калиброванного круглого проката. Он имеет два ножа, выполненных в виде втулок с острыми кромками по окружности отверстия. Втулка 4 неподвижна, втулка 1 закреплена в держателе 3 и вместе с ним совершает возвратно-поступательное движение — вниз под действием давления ползуна пресса, вверх под действием пружин, закрепленных в штампе. Зазор между ножами-втулками регулируется круглой гайкой 2, направление прутка — направляющей гайкой 5. Вследствие того, что диаметр разрезаемого прутка незначительно отличается от диаметра отверстия втулки, искажение торца заготовки невелико, смятие поверхности не происходит.
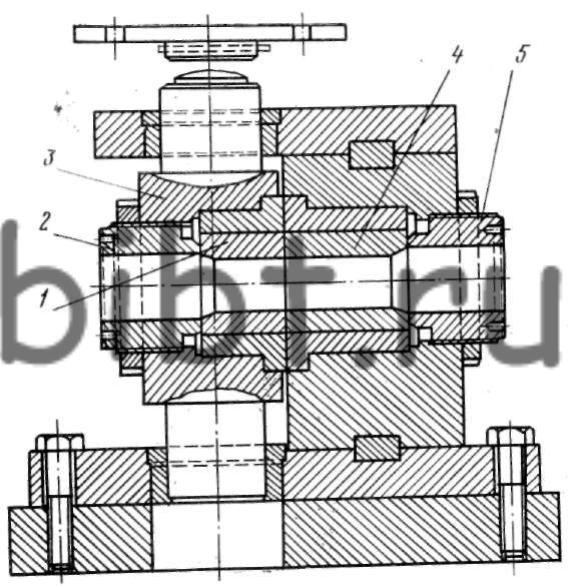
Рис. 57. Штамп для резки калиброванного проката
Разработанные новые методы точной резки заготовок сдвигом с использованием сильного осевого сжатия применяются пока в ограниченных размерах при разрезании прутков из цветных металлов.
Заготовки крупных сечений получают холодной ломкой (рис. 58). Для этого штанга предварительно надрезается по разметке на определенную глубину h. Глубина надреза зависит от пластичности стали и диаметра заготовки, ширина определяется размером режущего инструмента. Для газопламенной надрезки она составляет 5—8 мм.
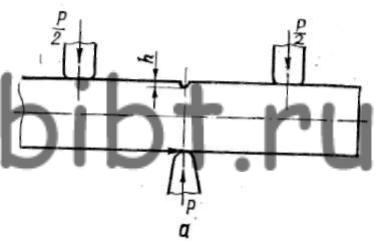
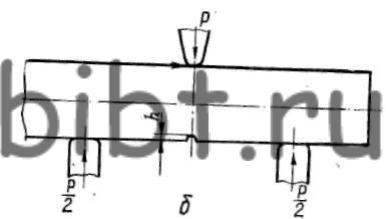
Рис. 58. Схемы получения заготовок холодной ломкой:
а — одноопорная; б — двухопорная
Заготовки Крупных сечений в мелкосерийном и индивидуальном производстве получают кислородной резкой. При этом происходит потеря металла на прорезку.
При необходимости получения точных заготовок с хорошим качеством поверхности реза используются механические пилы и другие отрезные станки. Недостатками этого способа являются сравнительно низкая производительность и потери металла на прорезку.
Поковки изготовляются по чертежам, с нанесением на них всех необходимых размеров.
Чертеж поковки отличается от чертежа готового изделия тем, что на нем нанесены размеры с учетом припусков на механическую обработку и допусков на неточность изготовления. На чертеже поковки контур готового изделия наносится тонкой штрихпунктирной линией, контур поковки — сплошной линией. На контуре поковки размеры готового изделия не указываются.
Ниже приводятся основные определения, которые необходимо знать кузнецу для правильного чтения чертежей и изготовления качественных поковок.