
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава III
ПРАВКА ЛИСТОВОГО И ПРОФИЛЬНОГО ПОЛУФАБРИКАТА
§ 1. Ручная правка листового и профильного металла полуфабриката.
Правка в центрах. Ручная правка на плите.
Поступающие на завод листы имеют вмятины, коробление; полосы, прутки и профили - непрямолинейность, искажение сечения.
Операцию по устранению этих дефектов называют правкой.
Реальные тела под действием приложенных к ним сил в той или иной степени меняют свою форму и размеры, т.е. деформируются. Степень деформации может быть различной.
Если тело в результате приложения силы изменит свою форму, а затем, после прекращения действия нагрузки, восстановит свою прежнюю форму, то такая деформация называется упругой деформацией. Если после снятия нагрузки тело не восстанавливает прежней формы, то такая деформация называется остаточной (пластической) деформацией.
§ 1. Ручная правка.
При ручной правке применяют универсальный инструмент и приспособления. Листовые заготовки (полуфабрикаты) правят на правильных плитах, полосы и прутки - на плитах, наковальнях.
Заготовки с необработанными поверхностями правят стальными молотками с круглым бойком, а с обработанными поверхностями - медным или стальным молотком через тонкий медный или алюминиевый лист. Тонкие листы правят деревянными молотками, а очень тонкие - гладилками. Закаленные детали и заготовки правят рихтовочными молотками.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть соразмерными с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему.
При правке прутков и полосового материала заготовку кладут выпуклостью кверху (рис. 15) и наносят сильные удары по выпуклости, время от времени поворачивая изделие. Заканчивают правку легкими ударами. Контроль качества правки осуществляют на глаз или линейками.
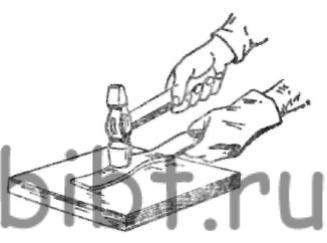
Рис. 15. Правка полосового материала вручную
Если тонкая полоса изогнута по ребру, удары наносят носком молотка рядами, начиная от вогнутой кромки, причем удары должны быть сильнее у вогнутой части (рис. 16). Скрученные полосы зажимают в тиски и выправляют рычагами.
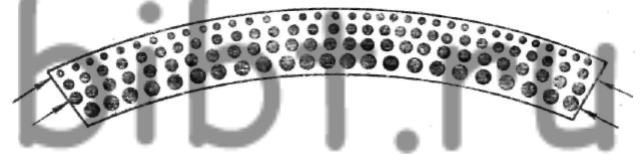
Рис. 16. Схема правки полосового материала, изогнутого по ребру
Края полосовых заготовок, отрезанных па станках, имеют обычно коробление и волнистую форму. Перед правкой такие дефекты обводят мелом или простым карандашом, укладывают заготовку на плиту и наносят удары молотком рядами по всей длине полосы, переходя постепенно от нижней кромки к верхней. Сначала наносят сильные удары, а к верхней кромке все слабее и чаще.
Сильно пружинящие прутки правят на винтовых прессах (рис. 17, б) или при помощи струбцин (рис. 17, а). В первом случае пруток укладывают в призму выпуклостью вверх и нажимают винтом с призматическим наконечником.
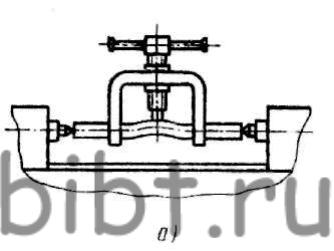
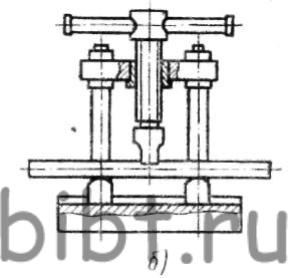
Рис. 17. Правка в центрах: а - при помощи струбцин, б - винтовым прессом
Наиболее сложной операцией ручной правки является устранение дефектов листового металла. Чаще встречается две разновидности дефектов листовых заготовок: волнистость по краям и выпучины.
При правке заготовок, имеющих волнистость по краям листа (рис. 18), удары наносят от середины к краям. При этом наиболее сильные удары должны быть нанесены в середине, а по мере приближения к краю сила удара постепенно снижается. Очень тонкие листы выравнивают, проводя по ним гладилкой (рис. 19).
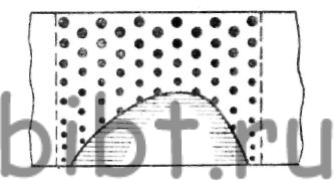
Рис. 18. Схема распределения ударов при ручной правке на плите
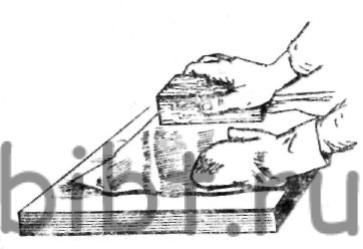
Рис. 19. Правка топкого листа выглаживанием
Выпучины чаще всего встречаются по всей поверхности или в середине листа. Перед правкой мелом или карандашом обводят выпучины, затем заготовку укладывают на рихтовочную плиту выпуклостями вверх. Размеры заготовки обязательно должны быть меньше размеров плиты.
После установки заготовки на плиту молотком наносят ряд ударов от краев к выпуклости (рис. 20). Удары должны ослабевать по мере приближения к выпуклости. Правку обычно начинают с ближайшего края к выпуклости, затем переходят ко второму краю и так далее. Если на поверхности заготовки имеется несколько малых выпуклостей и они близко расположены друг от друга, то в этом случае ударами молотка у краев отдельных выпучин их сливают в одну и затем правят как описано выше.
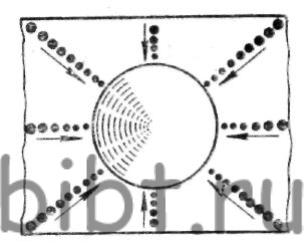
Рис. 20. Схема ручной правки листового металла на плите заготовки с выпучинами
Закаленные детали правят (рихтуют), положив выпуклостью книзу и нанося слабые частые удары от середины к краям. Изделия толщиной более 5 мм с вязкой сердцевиной правят как незакаленные. В зависимости от вида рихтовки применяют и различные рихтовочные молотки. При рихтовке точных деталей, где недопустимы следы от молотка, применяют легкие молотки. Если при рихтовке следует вытягивать металл, применяют стальные молотки массой 200-600 г или специальные рихтовочные молотки с закругленной узкой стороной бойка.
Деформированные сварные конструкции из листов правят, нанося удары со стороны впадин, а не со стороны выпуклостей.
Правку стенок сварной коробки производят, нанося удары по внутренней стороне коробки. Но так как при этом нельзя полностью выправить лист, то при некотором уменьшении выпуклости сильным ударом молотка создают выпуклость с обратной (наружной) стороны и продолжают наносить удары с внутренней стороны по краю (углу) коробки.
Для правки сварных конструкций, а также некоторых специальных деталей применяют различные винтовые приспособления.