
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Механизированная правка. Правка : на вальцах, на листоправильной вальцевой машине.
Правка растяжением на горизонтально-правильнорастяжных машинах.
Механизация правки осуществляется с помощью правильных вальцов, специальных прессов и приспособлений. Правка на вальцах состоит в том, что заготовка подается в валки, вращающиеся в разные стороны, при этом происходит затягивание заготовки между валками и она выправляется. Вальцы для правки листовых заготовок имеют гладкие круглые валки, а для правки профилей - профилированные валки (рис. 21).
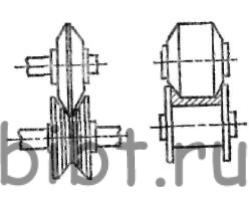
Рис. 21. Схема правки профилей на профилированных валках.
Схема правки листов на листоправильной вальцевой машине показана на рис. 22. Машина имеет семнадцать горизонтальных валков, расположенных в шахматном порядке в два ряда - восемь сверху и девять внизу. Верхние рабочие валки 5 соприкасаются верхними опорными роликами 6, закрепленными в верхней траверсе 7. Нижние рабочие валки 3 поддерживаются нижними опорными роликами 2, закрепленными в траверсе 1.
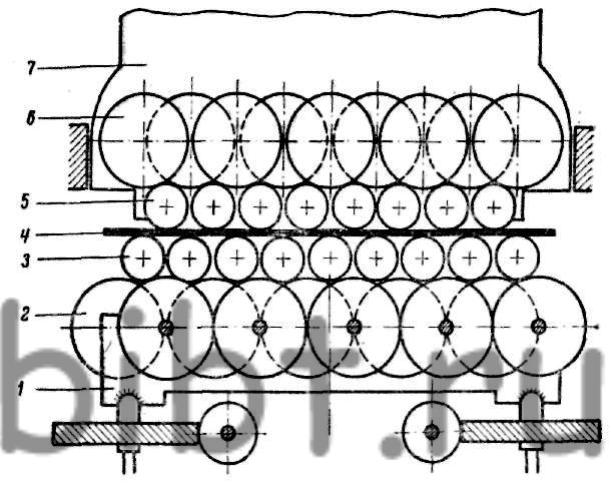
Рис. 22. Схема правки листа на станке (листоправильная вальцевая машина):
1 - траверса, 2 - нижний опорный ролик, 3 - нижний рабочий валок, 4 - лист, 5-верхний рабочий валок, 6 - верхний опорный ролик, 7 - верхняя траверса
Верхние валки регулируются по высоте специальным винтовым устройством, что позволяет их настраивать на нужную толщину листа. Для одновременного подъема и опускания всех валков в машине имеется механизм, состоящий из приводного вала со штурвальным колесом. Величина подъема и опускания указывается стрелкой-указателем.
Перед правкой валки станка устанавливают по толщине листа, устанавливают лист и окончательно регулируют установку верхних валков. При прокатывании листа через валки вследствие наличия ряда перегибов лист подвергается местной вытяжке и тем самым выпрямляется (правится). При правке небольших партий листов на заводах применяют ручные вальцовки (рис. 23).
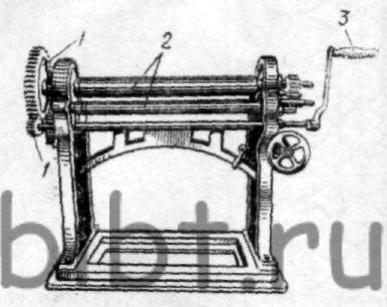
Рис. 23. Ручные вальцы для правки листов:
1 - зубчатые колеса, 2 - валки, 3 - рукоятка привода
Листы и ленты больших габаритов правят растяжением на горизонтально-правильнорастяжных машинах. Схема такой правки показана на рис. 24, а, б. Сущность правки заключается в том, что в листе вследствие пластических деформаций, возникающих при растяжении, происходит выравнивание всех длин волокон материала.
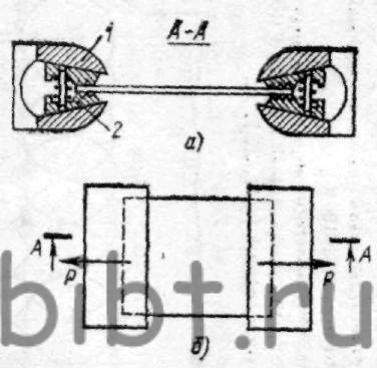
Рис. 24. Схема закрепления листа в зажимных головках (а), схема растяжения (б)
Процесс растяжения происходит по следующей схеме: подготовленный к правке лист вставляется в пазы зажимных головок. Головки расходятся под действием гидроприводов, лист зажимается между верхней 1 и нижней 2 частями головки и начинается процесс растягивания. Вследствие растяжения хлопуны и волнистость выправляются. После правки головки разжимаются и лист освобождается.