
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Гибка заготовок цилиндрической и конической формы. Ручной трехвалковый станок.
Схема гибки на листогибочном трехвалковом станке.
Детали цилиндрической и конической формы изготовляют на листогибочных трехвалковых станках или на копировально-гибочных листовых станках КГЛ-1, КГЛ-2, КГЛ-3, оснащенных механическим приводом и копировальным устройством для полуавтоматической работы.
На рис. 173 приведена схема получения гибкой детали цилиндрической формы на листогибочном трехвалковом станке по несимметричной схеме. Гибка производится при опускании и поднятии заднего валка 1, а верхний валок 2 устанавливается от нижнего валка 4 на толщину листа заготовки 3. При гибке заготовка перемещается силами трения, возникающими между тремя вращающимися валками и самой заготовкой. При прокатке заготовка изгибается и принимает форму цилиндра.
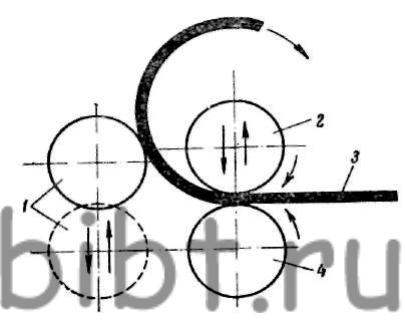
Рис. 173. Схема получения гибкой детали цилиндрической формы на листогибочном станке:
валки: 1 - задний, 2 - верхний, 4 - нижний, 3 - заготовка
Трехвалковые вальцы бывают с ручным и электрическим приводом.
На рис. 174 приведена схема ручного трехвалкового гибочного станка ТВ. На раме 1 болтами 2 укреплены две чугунные стойки 3. В подшипниках стоек смонтированы три стальных, шлифованных рабочих валка 4, 5, 6, получающих вращение от рукоятки 7. При вращении рукоятки 7 заготовка подается на задний валок, отклоняется им вверх и изгибается. Прокатку ведут за один или несколько проходов, корректируя кривизну штурвалом 8.
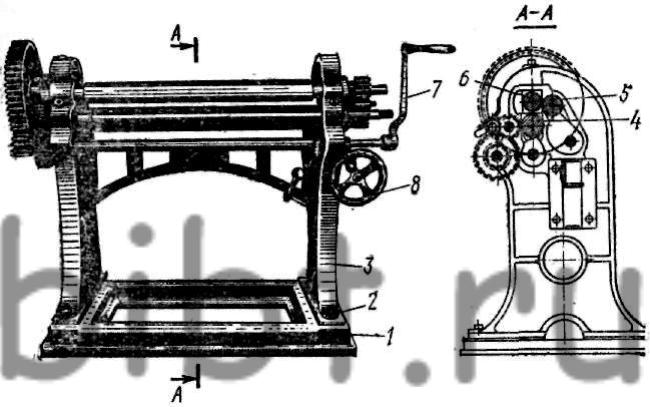
Рис. 174. Ручной трехвалковый станок:
1 - рама, 2 - болт, 3 - чугунная стойка, 4, 5, 6 -рабочие валки, 7 - рукоятка, 8 - штурвал
Если заготовка по длине имеет неодинаковую кривизну, то прокатку ведут по разметке, отмечая на заготовке начало и конец каждого из участков.
Левый подшипник верхнего переднего валка может поворачиваться в своем гнезде, а правый имеет съемную крышку. Если изготовляемая деталь имеет замкнутую форму, и не может быть снята спереди или сзади станка, то по окончании прокатки верхнюю правую крышку снимают и, приподняв правую сторону верхнего валка, снимают деталь, сдвигая ее в сторону.
Ниже приведены технические характеристики (в мм) станка ТВ:
Наибольшая толщина заготовки до 3
Наибольший радиус гибки 1000
Наименьший радиус гибки 55
Наибольшая ширина заготовки 1000
Листогибочные трехвалковые станки с механическим приводом применяют для гибки заготовок цилиндрической формы длиной до 2000 мм из листа толщиной до 4 мм. Гибку на этом станке осуществляют со скоростью 8,5 м/мин. Станок приводится в действие от электродвигателя мощностью 4 кВт.
Основными частями данного станка являются две стойки, задний гибочный валок, передние верхний и нижний валки. Передние верхний и нижний валки являются ведущими и могут быть отрегулированы для гибки заготовок разной толщины. Задний гибочный валок может перемещаться параллельно передним валкам и под некоторым углом к ним, благодаря этому заготовке можно придать как цилиндрическую, так и коническую форму. Освободив правый подшипник, верхний валок можно отклонить, а затем снять изготовленную деталь.