
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Копировально-гибочные листовые станки КГЛ-1, КГЛ-2, КГЛ-3. Гибка цилиндрических обшивок.
Основная часть работы по гибке обшивок одинарной кривизны выполняется на станках КГЛ-1М, КГЛ-2, КГЛ-3. Эти станки отличаются друг от друга габаритными размерами. Станок КГЛ-2 (рис. 175) является средним станком и находит наибольшее применение. На двух тумбах 1 укреплена постель 2, на которой на плитах 3 смонтированы два нижних валка 4, получающих вращение от механизма распределительных коробок, расположенных в тумбах. Над валками 4 на траверсе 6 смонтирован третий валок 5, получающий принудительное вращение от распределительных коробок. Для предотвращения прогиба во время работы все валки опираются на ролики 7 кронштейнов 8.
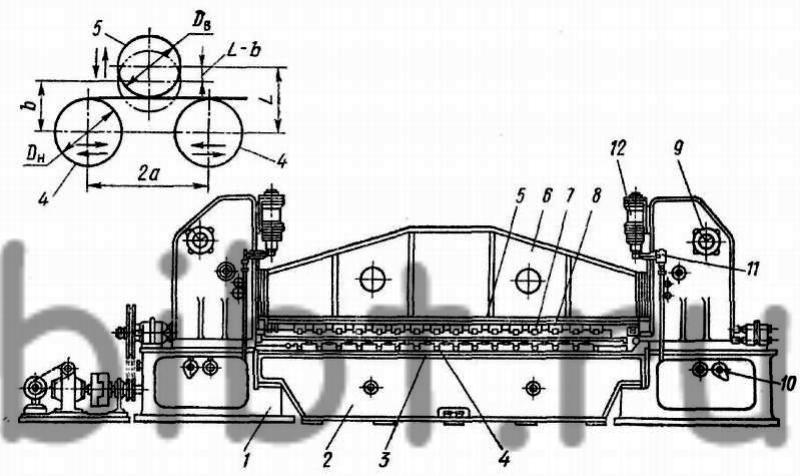
Рис. 175. Копировально-гибочный станок КГЛ-2:
1 - тумба, 2 - постель, 3 - плита, 4 - нижний валок, 5 - верхний валок, в - траверса, 7 - ролик, 8 - кронштейн, 9 - индикатор, 10 - копир, 11 - золотник, 12 - цилиндр
При настройке станка нижние валки могут раздвигаться, оставаясь взаимно параллельными или располагаясь под углом. Верхний валок может перемещаться в вертикальном направлении вместе с траверсой 6, на которой он укреплен в подшипниках. При этом он может оставаться параллельным нижним валкам или располагаться к ним под углом.
Карданное сцепление с механизмами распределительных коробок обеспечивает синхронное вращение всех трех валков при любом их расположении. Передачей крутящего момента на оба конца валков устраняется отставание одного из концов в результате упругой деформации скручивания.
Кривизна изгибаемой заготовки определяется диаметром валков и расстоянием между их осями (см. рис. 175). При подъеме верхнего валка 5 радиус кривизны увеличивается, при опускании - уменьшается. Аналогичные результаты достигаются раздвиганием нижних валков 4. При непараллельном расположении нижних валков или верхнего относительно нижних изгибаемая заготовка получает различную по длине кривизну - конусность. Так как окружные скорости на концах валков остаются одинаковыми, то изгибаемая поверхность не является поверхностью правильного конуса.
Траверса вместе с верхним валком может подниматься и опускаться в процессе обработки обшивки. Этим достигается плавное изменение радиуса кривизны заготовки (детали). Подъем траверсы может осуществляться как с помощью кнопок ручного управления, так и автоматически от гидромеханического копировального устройства.
В единичном и мелкосерийном производстве, а также в период изготовления оснастки для серийного производства работы на станке КГЛ-2 выполняют с ручным управлением, без использования копировального устройства. При этом настройка станка сводится к определению и регулировке размера b (см. рис. 176), который вместе с размером 2а определяет радиус изгиба.
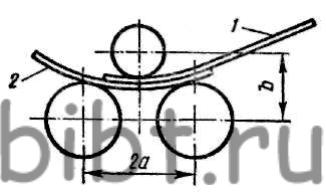
Риc. 176. Схема подкатки кромки:
1 - обшивка, 2 - лента
Величина 2а регулируется перемещением плит, на которых смонтированы валки (на станке КГЛ-2 она может быть от 90 до 200 мм). Величина b устанавливается для каждого участка гибки в зависимости от требуемой кривизны, толщины изгибаемого листа и механических свойств материала. В цеховых условиях величину b выбирают по графикам.
При гибке цилиндрических обшивок оба конца траверсы устанавливают на одинаковую высоту.
Упоры, определяющие положение концов траверсы, регулируют при траверсе, поднятой в крайнее верхнее положение. После того, как упоры отрегулированы, в станок закладывается заготовка, траверса опускается на упоры, включается вращение валков и начинается гибка. Края обшивки на длине менее 80 мм от края могут быть изогнуты только совместно с лентой, подложенной под заготовку. Операцию подкатки обоих краев производят перед началом гибки. При этом верхний валок дополнительно поднимается на толщину подкатываемой ленты.
Направляющие отверстия под заклепки и болты сверлят в обшивках до гибки. Если толщина листа не превышает 5 мм, а радиус изгиба не менее определенной величины (500-1500 мм), то они вырезаются также до гибки. Если однократная прокатка не дает желаемых результатов, то операцию повторяют, при этом положение траверсы соответствующим образом корректируется. После окончания прокатки станок останавливают и деталь снимают вручную или при помощи приспособления.
В процессе гибки верхний валок всегда в какой-то степени проскальзывает относительно заготовки из-за различных линейных скоростей на внутренней и наружной его поверхности. Для предотвращения от повреждения наружной поверхности листа заготовка покрывается оберточной бумагой.