
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Схема последовательной местной деформации. Обтяжка их на обтяжных станках.
Сферические заготовки типа днищ в мелкосерийном и единичном производстве изготовляют способом последовательной местной деформации. В серийном производстве рациональным является обтяжка их на обтяжных станках. В некоторых случаях применяют также формовку жидкостью. При выколотке кривизну обшивки получают путем увеличения площади внутренних участков, при неизменяющихся размерах наружных участков, что сопровождается нежелательным явлением утонения материала, изменением его механических свойств вследствие нагартовки и частичным повреждением наружного защитного слоя от ударов молотка. Операция мало производительна, требует высокой квалификации исполнителя и сплошного контроля кривизны и толщины стенок.
Методом последовательной местной деформации заготовка постепенно формуется отдельными небольшими участками в штампе, имеющем соответствующую кривизну (рис. 178). Работа выполняется на гидравлических прессах, фрикционных прессах или молотах.
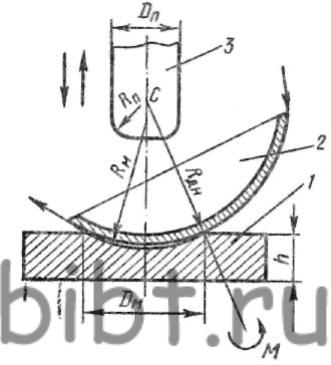
Рис. 178. Схема последовательной местной деформации:
1 - матрица, 2 -заготовка, 3 - пуансон
Матрица 1, рабочая поверхность которой в 15- 20 раз меньше поверхности заготовки, имеет радиус Rм кривизны, несколько меньший радиус Rд заготовки (детали). Рабочая сферическая поверхность пуансона имеет кривизну Rп=Rм-S. Диаметр пуансона Dп на 10- 15% меньше диаметра Dм сферической лунки матрицы. Заготовка постепенно перемещается по концентрическим окружностям от периферии к центру и от центра к периферии. Незначительные неровности доводятся на выколоточном молоте.
Сущность процесса обтягивания заключается в том, что плоская заготовка (лист) 2 (рис. 179, а) превращается в пространственную деталь растягивающими усилиями Рр, расположенными с двух ее противоположных концов. Основным условием получения детали требуемых размеров является растяжение всех сечений заготовки до состояния пластичности.
При обтяжке без предварительного растяжения (рис. 179, а) заготовку зажимают в зажим 1 пресса и включают механизм подъема стола 3 с пуансоном 4.
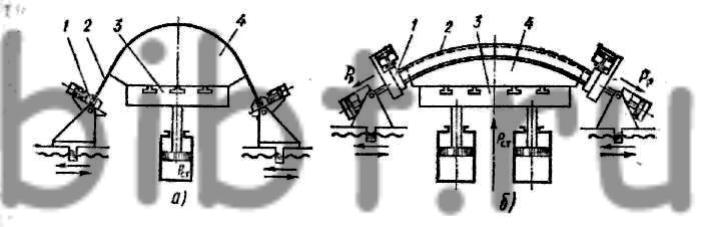
Рис. 179. Схемы обтяжки: а - простая обтяжка, б - обтяжка с растяжением
При обтяжке с предварительным растяжением (рис. 179,б) заготовка 2, закрепленная в зажимах 1, сначала растягивается усилием Рр, а затем обтягивается по пуансону 4 с усилием Рст.