
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Гибка конических обшивок на станке КГЛ-2.
Конические детали можно получать на станке КГЛ-2 таким же способом, как и цилиндрические. При этом для каждого конца траверсы высота b определяется в отдельности по радиусу кривизны на соответствующем конце обшивки. Конусность может быть также достигнута раздвижением концов нижних валков на одной стороне станка. Однако деталь при этом не получает геометрически правильной формы, так как из-за одинаковых линейных скоростей на концах валков линии гиба располагаются под углом образующей конуса (рис. 177, а).
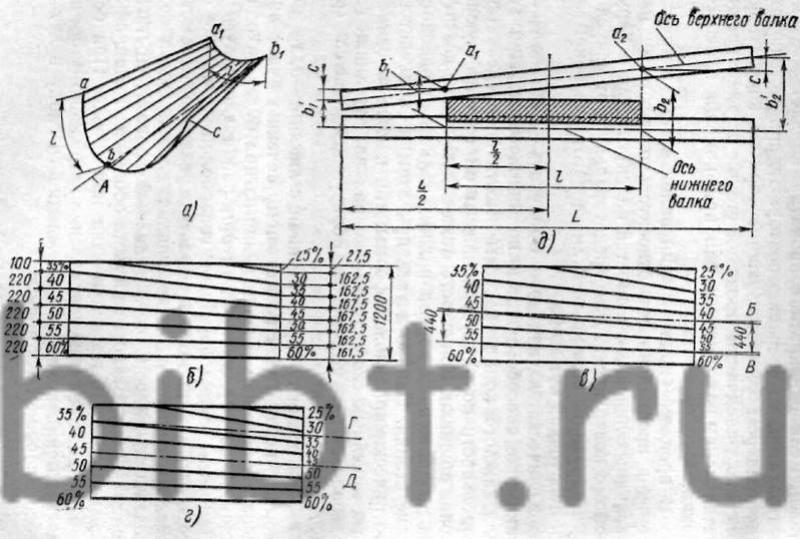
Рис. 177. Гибка конических обшивок:
а - схема гибки коротком стороны обшивки, б - разметка заготовил участка дужки 60-30%, в - прокатка участка обшивки от 55 до 45%, г - прокатка участка обшивки от 45 до 35%. д - установка верхнего валка; положение оси верхнего валка: А - в момент окончания гибки короткой стороны обшивки, а, b, Б - в конечный момент гибки участка 55-45%, В - в начальный момент гибки участка 55-45%, Г -в конечный момент гибки участка 45-35%, Д - в начальный момент гибки участка 45-35%
Если обшивку гнуть, начиная с линии а-а, то в тот момент, когда гибка по меньшему сечению будет окончена, на большем сечении линия изгиба будет находиться в точке (b), длина дуги a1b1 равна длине дуги ab. При этом линия bb1 будет гиперболой, тогда как она должна быть прямой. В результате указанного геометрического отклонения на обшивках длиной 2 м и более создается седловидность (плавный провал), достигающая 6-7 мм. Седловидность на обшивках толщиной 2- 2,5 мм может быть исправлена при сборке. При больших толщинах такое исправление затруднено и для предотвращения появления седловидности гибку ведут методом «процентных линий».
Сущность метода состоит в том, что прокатка ведется по отдельным участкам заготовки, соответствующим 5-10% общей длины изгибаемой дуги, причем на каждом участке заготовка устанавливается по линии, которая совпадает с образующей конуса. Практически это сводится к следующему.
На внутреннюю сторону заготовки по шаблону наносят риски процентных линий. Около рисок проставляют их цифровые обозначения и размеры радиусов кривизны. При длине обшивки 2000-3000 мм прокатка выполняется с перестановкой через каждые 10%, а при длине свыше 3000 мм -через 5%.
На рис. 177, б-г показана последовательность прокатки обшивки через 10%. На торцы заготовки наносят по шаблону риски. После подкатки кромок заготовку укладывают на нижние валки так, чтобы риски обоих торцов с цифрами 55% расположились на оси верхнего валка (рис. 177, в). Упоры траверсы устанавливают соответственно радиусам кривизны на торцах 55%.
Траверсу опускают, включают вращение валков и осуществляют прокатку участка от 55 до 45%). Траверсу поднимают. Кривизну прокатанного участка контролируют шаблоном контура сечения. Заготовка передвигается так, чтобы под осью верхнего валка встали риски с цифрами 45% (рис. 177, г). Упоры траверсы устанавливают соответствено радиусам кривизны на торцах по линии 45%. Траверсу опускают, включают вращение валков и процесс повторяется.
Если при прокатке конических обшивок длина обшивки меньше длины валков, то заготовку укладывают на валки так, чтобы расстояние от ее концов до концов валков было с обеих строи одинаковым и равным (L-l)/2 (рис. 177,д).
Конические обшивки можно также получать гибкой на профилегибочных прессах, используя для этого универсальные штампы.
Ползун пресса устанавливают с перекосом, соответствующим конусности обшивки. Для этого муфта, связывающая регулировочные винты шатунов, расцепляется и одна из сторон ползуна поднимается выше другой на величину, соответствующую конусности. Заготовка с каждым ходом пресса продвигается на величину, зависящую от кривизны и толщины заготовки. Пружинение материала компенсируется увеличением глубины захода пуансона в матрицу. В процессе гибки кривизна периодически проверяется по шаблону контура сечения. Детали средних и больших размеров двойной кривизны при единичных заказах и на стадии освоения серийного производства изготовляют выколоткой на пневматических молотах по шаблонам или макетам - эталонам поверхности. При этом обычно производят посадку краев заготовки на посадочных станках.