
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Ручная выколотка на болванке.
Ручная выколотка заготовки (детали) по болванке показана на рис. 183. Заготовку плотно прижимают к болванке и начинают выколотку с края А выпуклости, постепенно передвигаясь к середине С. Если начать выколотку с середины, то может произойти разрыв материала, так как не будут деформированы края заготовки. Выколотку ведут не сразу на всю глубину, а постепенно, и в переходах осуществляют отжиг для снятия нагартовки. Выколотку ведут до тех пор, пока заготовка не примет нужную форму и размеры.
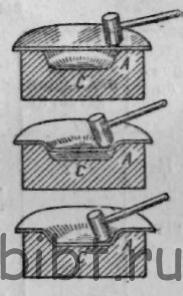
Рис. 183. Ручная выколотка на болванке
Для удаления с выпуклой поверхности неровностей и отпечатков, полученных при выколотке, деталь проглаживают на выколоточном молоте или вручную на стойках молотком-гладильником.
Выколотку заготовок (деталей) более сложной формы осуществляют не целиком, а по частям, которые затем сваривают. После сварки заготовку (деталь) проглаживают и проверяют по болванке, а швы проковывают. По окончании выколотки заготовку размечают, обрезают и зачищают заусенцы. Разметку обычно ведут по шаблонам.
Перед выколоткой заготовки из сплавов Д16 и В95 подвергают закалке, так как иначе они не поддаются никакой обработке деформацией. При выколотке заготовки из магниевых сплавов и болванку нагревают, так как в холодном состоянии эти сплавы малопластичны.
Выколотку магниевых сплавов дюралюминиевыми молотками выполнять не рекомендуется, так как при соприкосновении дюралюминия с нагретой поверхностью магниевой заготовки происходит диффузия алюминия в магний, что впоследствии является очагом коррозии. В этих же целях болванки для таких заготовок делают из стали, чугуна, цинка или литого магния.