
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Штамповка с резиновыми накладками.
Схема калибрования выштамповок при помощи резиновых накладок.
Штамповка с применением резиновых накладок применяется для предотвращения появления складок, для получения окончательной формы детали при калибровочных ударах и при штамповке деталей со значительной неравномерностью деформации в отдельных местах.
При штамповке на обжим на выпуклой поверхности деталей могут образоваться складки, так как материал заготовки не натянут. С целью предупреждения появления складок применяют резиновые накладки (рис. 190, а). При этом выпуклая поверхность заготовки оказывается прижатой к поверхности матрицы и складки не образуются. После окончания штамповки выпуклую поверхность калибруют, накладывая резиновую накладку толщиной 1-2 мм.
На рис. 190, б приведена схема калибрования выштамповок при помощи резиновых накладок, создающих концентрацию давления в необходимых местах.
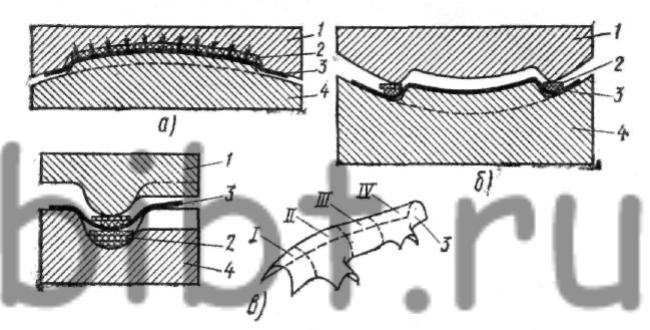
Рис. 190. Штамповка с резиновыми накладками:
а - схема штамповки, б - схема калибрования, в-схема штамповки полупатрубка; 1 - пуансон, 2 -резиновая накладка, 3 - заготовка, 4 - матрица
В рассмотренных случаях резиновые накладки укладывались на заготовку. Но при штамповке на падающих молотах довольно часто подкладки подкладывают и под заготовку.
На рис. 190, в приведена схема штамповки полупатрубка, имеющего большую неравномерность деформации в отдельных местах заготовки. Для получения высококачественной детали необходимо предварительно отформовать участки II и IV. Подложенная под заготовку резина помогает отформовать заготовку по пуансону.
Одновременно для получения местной вытяжки можно укладывать куски резины сверху заготовки, не вынимая резину снизу. По мере дальнейшей штамповки резину из-под заготовки вынимают.
Для уменьшения ручной правки гофров в конце штамповки на заготовку накладывают тонкий лист жесткой резины и сильными ударами молота производят калибровку.
По окончании штамповки деталей на падающих молотах жестянщик выполняет доводочные работы, заключающиеся в доводке формы и шероховатости поверхности, удалении припусков на внешних и внутренних поверхностях детали и сверлении отверстий.