
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. Особые приемы штамповки на молотах. Штамповка с применением фанерных рамок.
К особым приемам штамповки на падающих молотах относится штамповка с применением фанерных рамок и штамповка с применением резиновых прокладок. При обычной штамповке с глубиной вытяжки более 25 мм, вследствие отсутствия прижима, на фланцах заготовки (детали) появляются гофры. Гофры затрудняют дальнейшую вытяжку и при этом происходит либо разрыв металла, либо смятие гофров так, что впоследствии их невозможно выправить. Этого не происходит при применении фанерных рамок или резиновых прокладок. Набор фанерных рамок выполняет роль прижима и ограничителя хода пуансона.
На рис. 189, а-в показана схема штамповки с применением фанерных рамок. Плоскую заготовку укладывают на матрицу по риске или по следу от предыдущих штамповок. Легким нажимом пуансона или ударами резинового молотка намечают на заготовке линию закругления вертикальных стенок проема матрицы.
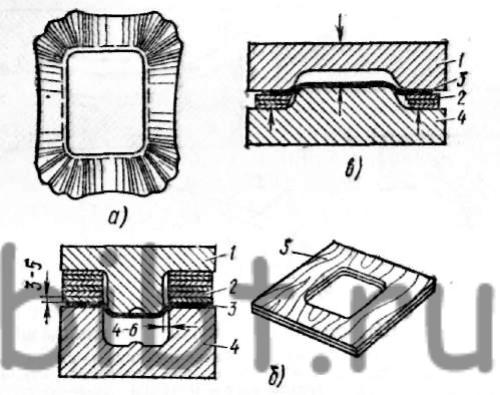
Рис. 189. Схема штамповки с применением фанерных рамок:
а - полученные складки, б -штамповка на вытяжку, в -штамповка на обжим; 1 - пуансон, 2- набор фанерных рамок, 3 - заготовка, 4 - матрица, 5 - фанерная рамка
Пакет из рамок укладывают так, чтобы они не закрывали линию закругления матрицы. Высоту пакета берут на 3-5 мм ниже высоты заготовки. Толщина каждой отдельной рамки 2-4 мм, а ее вырез на 10- 15 мм больше контура углубления матрицы.
При несильном первом ударе фанера несколько сжимается и пуансон делает неглубокую вытяжку (рис. 189, б). Следующим, более сильным ударом, расправляются гофры и производится вытяжка. После снятия первой рамки снова производят один слабый и один сильный удары. Если в процессе вытяжки все же появились гофры и деталь нагартовалась, то производят правку гофров и отжиг. После отжига вытяжку производят в той же последовательности.
Когда все рамки удалены, фланец заготовки (детали) правят деревянным молотком и делают один-два сильных калибровочных удара для получения окончательной формы детали. Штамповку с применением фанерных рамок можно производить как на вытяжку, так и на обжим. Схема штамповки на обжим с применением фанерных рамок приведена на рис. 189, в.